Komfyr for et bad fra et rør: finessene ved produksjon

Blant elskere av friluftsliv eller fans av en sunn livsstil, er det knapt noen som ikke liker å ta et dampbad. I dag streber mange sommerboere etter å skaffe seg sitt eget badehus. Nylig har den uavhengige etableringen av en badeovn fra en sylinder eller rør fått fart. Å bygge en solid murovn krever visse ferdigheter og evner, blant annet tar en slik ovn mer plass, og du kan kjøpe den i en jernvarehandel, men den koster en viss sum penger. Mens en metallovn er et mer økonomisk alternativ, og det er mye lettere å lage det selv, for ikke å nevne det faktum at du kan overlate dette arbeidet til en sveiser.


Ovnen, laget uavhengig, under hensyntagen til sikkerhetstiltak, utgjør ikke en trussel mot menneskers liv og helse, siden dens forseglede kropp ikke avgir karbonmonoksid under drift.


Egenskaper: fordeler og ulemper
Utgangsmaterialet for en metallbadovn kan ikke bare være et rør eller en sylinder, den bruker også stålplater.
Ark er vanligvis laget av en kropp i form av et rektangulært parallellepiped, men denne formen har sine egne egenskaper:
- ark må først kuttes, kuttes og sammenføyes med en sveisemaskin;
- som et resultat vil en slik ovn koste mer;
- en sylindrisk brannboks leder varme bedre;
- på grunnlag av bevegelsesbanen til røykgassene, er et sirkulært tverrsnitt mer å foretrekke;
- flate vegger er mer utsatt for utbrenning enn rør laget av nøyaktig samme materiale.



Hva er fordelene med metallovner:
- sylinderen er bare litt dårligere enn den sfæriske formen når det gjelder termisk ledningsevne;
- tykkelsen på veggene til vann- eller gassrør gjør det mulig å oppnå høye grader av termisk ledningsevne;
- ovnen kan flyttes, den er holdbar;
- kostnadene ved å produsere en slik ovn er svært lave, siden rørkutt ofte selges til lave priser;
- detaljerte produksjonsinstruksjoner som angir dimensjonene og diametrene til rørene vil redusere arbeidsintensiteten til prosessen og spare tid;
- mange fabrikkprodukter av denne typen er laget av nøyaktig de samme rørene, i bildet og likheten som det er lett å gjenskape produktet på en håndverksmessig måte;
- i tillegg er slike enheter varmebestandige, korrosjonsbestandige, holdbare og tåler lett ekstreme temperaturer.



Selvfølgelig har slike ovner sine ulemper - å behandle et tykt metallrør krever både bruk av fysisk kraft og verktøy for en viss type arbeid.


Typer og egenskaper
Etter plassering i rommet er ovner laget av rør delt inn i følgende typer:
- vertikal;
- horisontal.


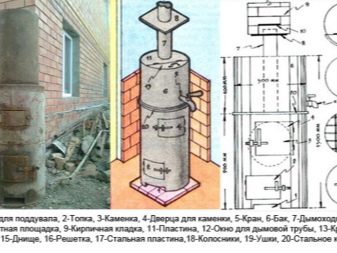
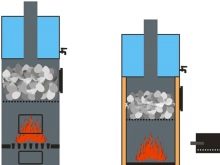
Den vertikale ovnen ser ut som en gryteovn, men den har forskjeller - en ekstra beholder for steiner og en beholder for vann.
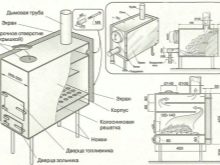
Vertikal hjemmelaget ovn tar mindre plass, som er av stor betydning for de små dimensjonene til damprommet, men av samme grunn er den dårligere enn den horisontale ovnen når det gjelder brenntid og varmeoverføringsintensitet. I prosessen med drivstoffforbrenning går varmen opp, sideveggene har ikke tid til å varme opp veldig mye. I en horisontal ovn går prosessen annerledes - siden den oppvarmede luften på vei til skorsteinen samtidig varmer opp hvelvet til kroppen. Basert på dette er det klart at effektiviteten til en horisontal ovn vil være høyere enn for en vertikal.Den største ulempen med denne designen anses å være plasseringen av vifte- og brannkammerdørene direkte i damprommet.

Drivstoff i et vertikalt rør vil brenne raskere hvis askebeholderdøren ikke er lukket, og dermed stoppe tilgangen av oksygen til brannen. I et slikt rør samhandler brannen på en gang med hele volumet av ved, mens i et horisontalt rør forbrukes drivstoffet gradvis, noe som er mer logisk for oppvarming av et bad. Også i den horisontale formen av ovnen er dekningen av varmestein større og konveksjonen av varm luft er høyere, i tillegg gjør dørene til viften og ovnen, som er plassert helt i enden av røret, det mulig å ta dem ut av damprommet. Både den første og den andre typen kan lages for hånd.


Forberedelse
Selvfølgelig vil en håndlaget komfyr ikke ha et utsøkt utseende eller originalitet, men den utfører sin funksjon ikke verre enn en fabrikk og varmer perfekt opp et damprom med et areal på opptil 20 m2.
Først av alt må røret gi sine hovedfunksjoner., nemlig jevnt absorbere og generere varme og samtidig ha tykke nok vegger slik at ovnen ikke er redd for høye temperaturer og varer lenge. Når vi snakker om de grunnleggende egenskapene til rør, er det nødvendig å ta hensyn til ikke bare tverrsnittsdiameteren og veggtykkelsen, men også stålkvaliteten. Det er klart at når man bruker utklipp, er slik informasjon ikke alltid tilgjengelig.


Når vi snakker om et standard bad, anses følgende størrelser for å være optimale:
- seksjonsdiameter - 0,5-0,55 m;
- veggtykkelse - 8-12 mm.


Det skal bemerkes at jo større diameter, jo høyere vedforbruk vil være.



Vær nøye med kvaliteten på materialet: for fremstilling av en ovn i et bad er bare stålrør egnet, og stål er ikke nødvendig med høyt karbon. Den er ikke egnet for profilarbeid, fordi sømmene lett kan miste form eller til og med gå fra hverandre. Du kan identifisere høykarbonstål ved gnistene som oppstår når metallet og smergelringen samhandler – hvite gnister vil spre seg i alle retninger. Lavkarbonstål gir på sin side gnister med en gulaktig fargetone, som har en rettlinjet bane, og deler av rustfritt stål vil ikke fungere. Det beste alternativet er stål med et karboninnhold på ca. 2%. Når du velger et metall, er det også bedre å unngå legert stål - det er også enkelt å beregne ved hjelp av en smergelmaskin: gnister fra interaksjon med metallet vil være oransje, rød eller lys hvit.


Ikke i noe tilfelle bør støpejern brukes, siden det forringes når det kommer i kontakt med vann.
Andre fordeler med stålrør:
- motstand mot mekanisk skade, høy varmeoverføring og lav ekspansjonskoeffisient ved oppvarming;
- bevaring av varme selv etter fullstendig forbrenning av ved.

Rørene har sine egne egenskaper i henhold til spesifikasjonen. La oss vurdere denne informasjonen mer detaljert.
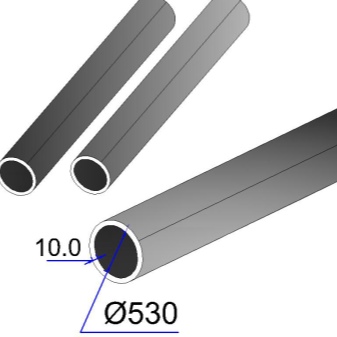
Runde rør er klassifisert i henhold til størrelsen på deres indre diameter. Det andre tallet indikerer tykkelsen på veggene, de påfølgende gir informasjon om dens type og andre egenskaper. Det er vanlig å ta en millimeter som måleenhet. Hvis rørene er profilert, indikerer de to første tegnene den maksimale tverrsnittsstørrelsen, det tredje tallet - veggtykkelsen. Indikasjonene "530 x 10" betyr at rørdiameteren langs den indre veggen er 530 mm, tykkelsen er 10 mm, den ytre diameteren er 550 mm med en feil på +/- 5 mm, tatt i betraktning sidetoleransen, som er 10 %. Den overveiende strømningshastighetstoleransen brukes på elliptisitet.

Veggtykkelsen på røret vil også variere.
Vannrør er delt inn i følgende underarter:
- lett;
- vanlig;
- befestet.
På en eller annen måte har de mest populære rørene en tverrsnittsdiameter på 530 mm, deres tykkelse er 6-12 mm, og den nominelle verdien er 6, 8 eller 10 mm.

Denne informasjonen er nødvendig for umiddelbart å kunne forberede materialer til fremtidens komfyr.Det beste alternativet for en rørdiameter er 0,5 m, noe som innebærer både god varmekapasitet og komfortabelt arbeid. Rør med en nominell verdi på 500 mm og mer har en stigning på 10 mm og er vanligvis klassifisert som rør med stor diameter. Det er mye lettere å umiddelbart velge rør som matcher hverandre i tverrsnittsdiameter og veggtykkelse for å gjøre det lettere for deg selv å tegne en konsentrisk struktur og redusere gapene mellom dem.

Rør er et av de mest etterspurte produktene., så det gir ingen mening å regulere dem for nøye. Rør fra 250 til 400 mm har et bredt utvalg. Hvis mulig, for fremstilling av en badstuovn, gi preferanse til utklipp av nøyaktig spiralrør (deres betegnelse er GOST 20295 85). Ved å sammenligne dem med langssveisede rør (GOST 10704-91), har de lavere elliptiske verdier, er mer nøyaktige og selger dem til samme pris som skrapmetall. Rør i ett stykke uten sømmer er et enda bedre alternativ, men de er bare egnet for å lage små deler, siden deres diameter ikke er mer enn 250 mm.
Når du forbereder deg til arbeid, utstyr deg selv en arbeidsplass - dette kan enten være en garasje eller et hjemmeverksted.


Materialer (rediger)
For å utføre arbeidet kreves følgende materialer:
- selve røret, som vil være nødvendig for å lage en brannboks og en vanntank, skal diameteren være fra 500 til 600 mm (530 mm anses som optimal), veggtykkelse - fra 8 til 16 mm, lengde - fra 1,2 til 1,5 m ;
- et rør som vil bli en beholder for steiner etterpå - diameteren er omtrent 400 mm;
- skorstein - diameter 120-150 mm, tykkelse 2-4 mm;
- metallplater i mengden av flere stykker, dimensjoner ca. 600 x 800 mm, tykkelse ca. 8-12 mm;


- hengslede metall hengsler;
- en liten del av et gjenget vannrør, diameter 1 / 2-3 / 4 ", lengde 50-80 mm og en vannkran med en gjenge innenfor samme diameter;
- segmenter av stenger fra armering - lengde ca 500 mm, diameter fra 12 til 18 mm, ferdige støpejernsrister er egnet for fast brensel;
- sement sammensetning;
- murstein;
- sand.



Vær oppmerksom på at det er tilrådelig å lage drivstoffrommet, skorsteinen og kjelen ikke av jernholdig metall, men av rustfritt stål. Selv om dette er forbundet med noen vanskeligheter, siden deres sveising vil kreve elektroder fra samme rustfritt stål eller en spesiell ledning for sveising.


Nødvendig verktøy:
- enhet for sveiseelementer;
- enhver sterk metallskjærer;
- elektroder;
- mortise kran;
- valset metall for ben;
- asbest ledning;
- dørhåndtak.





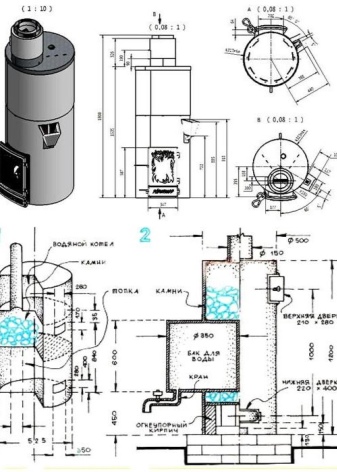
Opplegg og tegninger
Før du starter arbeidet, må du bestemme hvilken type ovn - vertikal eller horisontal, som vil bli foretrukket. Lag deretter en arbeidstegning som tar hensyn til alle parametere - enhetsdimensjoner, konfigurasjon av komponentene, dimensjoner.
Hvis dette er den første opplevelsen av å produsere en komfyr selv, er det mer logisk å referere til ferdige tegninger og diagrammer for produksjon av en typisk modell av enheten, dette vil bidra til å unngå feil og ytterligere feil drift av enheten . Dessuten kan en feilmontert komfyr true menneskers liv og helse!
Det er nødvendig å forberede grunnlaget som ovnen skal installeres på:
- I området der installasjonen av enheten er planlagt, graves en grop med dimensjoner på 50 x 70 x 70 cm.
- Bunnen av gropen er dekket med fin grus. Vær oppmerksom på at lagtykkelsen bør være minst 30 cm. Deretter må du tampe dette laget så tett som mulig.
- Deretter må du tilberede en sementmørtel basert på følgende forhold mellom komponenter: for 1 del sement, ta 4-5 deler sand, fortynn med vann til en kremaktig homogen blanding oppnås. Fyll på et lag med steinsprut og la det stivne - denne prosessen tar vanligvis 24 timer.
- For å skape vanntetting legges takmateriale på det herdede sementlaget i flere lag.
- Til slutt helles et lag takmateriale med en betongsammensetning: hvor 1 del av sementblandingen utgjør 2 deler sand, 4-5 deler grus og vann. Etter det må du utjevne det resulterende laget.



Etter at fundamentet tørker opp, er det utstyrt med en leireplattform, som deretter legges murstein i samme dimensjoner - 0,7 m x 0,7 m. Som et resultat bør mursteinsplattformen være omtrent 15-20 cm høy.For å beskytte vegger fra overoppheting på plass, designet for plassering av ovnen, er lagt ut en beskyttende skjerm av murstein, som legges med en kant og festes med en leiresammensetning. Den beste lengden for denne strukturen er 120 cm, mens ovnen er plassert minst 20 cm fra den.


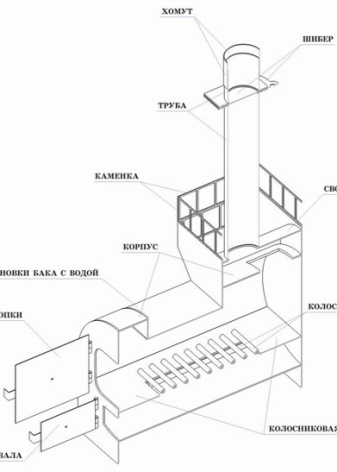
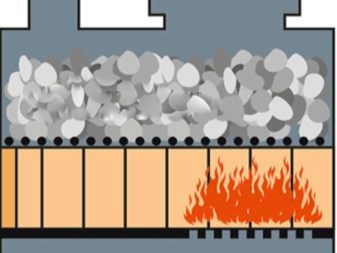
Det spiller ingen rolle hva slags komfyr det fremtidige badet vil være utstyrt med - horisontalt eller vertikalt - i alle fall vil det være utstyrt med en varmeovn. I denne artikkelen vil vi ikke berøre temaet valg av steiner (de fleste anbefaler å bruke elvestein, balsat, kvartsitt, talkumklorid eller gabbrodiabase), likevel avhenger varmekapasiteten av varmeren. Du kan ikke bare fylle ovnen med steiner, siden i dette tilfellet vil badekaret ikke varmes opp og all varmen vil legge seg i røret i form av sot.
Først må du bestemme om varmeren skal flyte eller åpne. I det første tilfellet vil steinene bli vasket av røykgasser, innstilling av modusen i dette tilfellet er ganske enkel - det er nok å velge og plassere forskjellige steiner over flere stadier til ønsket effekt er oppnådd. Det er nyanser - i dette tilfellet kan du bare dampe når du bruker trebrensel av høyeste kvalitet og bare tilsette damp når du bruker vann. Når det gjelder en åpen komfyr, er disse kravene ikke, men opprettelsen er vanskeligere å implementere.



Den enkleste typen åpen ovn er et brett montert på brennkammeret. En slik enhet er kun egnet for en horisontal visning av ovnen. Men det er vanskeligheter - foreløpige beregninger, så vel som studiet av prototyper, siden kontaktområdet mellom steinene og ovnens vegger må observeres nøyaktig. En annen type varmeapparat krever mindre nøyaktighet, der oppvarming skjer ved hjelp av røykgasser, men en slik enhet er vanskeligere å lage.
Uten skikkelig erfaring er det best å foretrekke en vertikal ovn - i den varmes varmeren og vannkaret opp sekvensielt. For mer erfarne mennesker er det bedre å lage en parallell ovn, vannet varmes opp raskere i dette tilfellet. Den vanskeligste å produsere er klokkeovnen, hvor ovnen også er åpen.


Produksjon og installasjon
Vi må ikke glemme at interaksjon med ovnen direkte korrelerer med risikoen for både mulig forbrenning og brannfare, derfor, for å unngå mulige konsekvenser, er det nødvendig å bruke visse regler for installasjon av ovnen og ta hensyn til særegenhetene ved dens. operasjon. Den vil ikke nødvendigvis være rund i formen - det finnes andre alternativer. Ulike arter har omtrent de samme egenskapene, det er ikke så vanskelig å lage dem. Uavhengig av at selve den toppmonterte ovnen er lett, skal varmeveksleren monteres i en høyde på minst 20 cm i forhold til gulvet. Fundamentet kan enten være armert betong eller murstein, eller det kan settes sammen av betongblokker.



En forutsetning er også tilstedeværelsen av en metallplate med dimensjoner på 0,5 x 0,7 m foran brennkammeret og viftedøren. Dørene må absolutt åpnes inne i garderoben eller damprommet.
Den minste avstanden mellom skorsteinen, samt andre oppvarmede metalldeler på ovnen, skorsteinen og trepanel på vegger og tak er 1 meter.
Det er best å fylle tanken med vann før du tenner badekaret - fuktighet som kommer inn i en varm tørr metallbeholder er full av brannskader fra et dampsjokk.

Inspiser alle detaljer nøye.Før du sveiser dem sammen, når installasjonen er ferdig, ikke glem å sjekke egenskapene med en prøvefyring: effektivitet, spoledrift. Gå til damprommet, hold deg inne - sett pris på oppvarmingen av luften rundt deg.


Horisontal ovn
Når du lager en horisontal ovn med egne hender, vil prosedyren være som følger:
- Å kutte brennkammeret med en kvern er en del av et rør av ønsket format (i strengt samsvar med diagrammet). Som regel vil dette røret være fra 0,7 til 0,9 m langt.
- Produksjon av riststenger fra metallrammer, samt armeringsstenger parallelt med rammen, avstanden mellom disse skal være ca. 50 cm.
- Ristene er forsterket inne i brennkammeret. Ved bruk av ferdige metallstrukturer, brettes de på metallhjørner, tidligere sveiset innvendig.
- Et hull kuttes ut ovenfra, som videre vil tjene som en skorstein, størrelsen er fra 15 til 20 cm.Det er best å rykke inn fra bakveggen med 15 cm slik at den varme luften også deltar i varmevekslingen, og ikke bare fjernes så snart som mulig.



Noen insisterer på å kutte et hull direkte i den bakre veggen av røret, men det anbefales ikke å gjøre dette, siden på grunn av slike manipulasjoner reduseres effektiviteten til ovnen deretter, og drivstofforbruket øker.
Neste trinn er å kutte en metallplate med en størrelse som tilsvarer bakveggen og sveise til den. Hvis diagrammet indikerer tilstedeværelsen av en ovn, må arket som tilhører ovnens bakvegg være større slik at det skaper en beholder for steiner med dens øvre del. I frontveggen er det skåret ut et spor, som deretter blir en askebeholder og et brennkammer.


Fasaden er festet ved sveising og dørene henges til slutt - de er vanligvis enten laget uavhengig eller kjøpt fra en spesialbutikk.


Det er alt - badstuovnen er klar. Før bruk må metallet behandles mot korrosjon og mulige avleiringer, etter alle manipulasjonene må egenskapene til enheten testes ved å utføre den første kontrollovnen.


Vertikal
Å designe en vertikal ovn er helt identisk med å lage en horisontal ovn, bortsett fra noen få punkter. Et særtrekk er rørets direkte posisjon i rommet, når begge ender ikke danner bak- og frontflaten, men henholdsvis øvre og nedre. I slike ovner er seksjonen for arrangement av steiner plassert direkte i ovnskammeret, som et resultat vil fremstillingen av en slik enhet være noe mer komplisert i utførelse, men den oppvarmede luften vil også være mer mettet.


Produksjonsstadier.
- For det første er det nødvendig å kutte et vindu i røret, som vil tjene som et viftespor for tilførsel av oksygen til det brennende drivstoffet, og vil også samle drivstoffets råteprodukt - aske. Flytt 40 mm vekk fra underkanten av røret og skjær et parallellepipedum med en kvern eller en baufil, som deretter blir ca. 80 x 240 mm i størrelse.
- I samme akse må du kutte ut et annet spor for å lagre drivstoff i den - flytt bort fra den øvre kanten av blåsehullet fra 180 til 200 mm. Kutteprosedyren må utføres ekstremt forsiktig og så nøye som mulig, siden disse avskårne segmentene senere vil tjene som døren til brennkammeret og viften.


- Over nivået på brennkammeret er det et brett for oppbevaring av steiner. Mål fra forkanten av brennkammeret fra 120 til 180 mm, skjær et spor i form av en sirkel med en diameter på ca. 350 mm. Merk at dette sporet må forskyves 90 grader i forhold til rørets omkrets.
- Det neste røret kuttes til en lengde tilsvarende utvendig diameter på det større røret. Deretter må du kutte av den apikale delen med tre fjerdedeler for å gi materialet formen av en scoop.
- En blank vegg er sveiset til den bakre delen med et spor, til den fremre delen er det i sin tur festet en plugg med en bevegelig dør i form av en halvsirkel, som deretter vil bli brukt som en beholder for steiner og tilsette væske til steiner under dampbadet.


- Dette snittet settes inn i basisrøret på en slik måte at dets ytre innrykk er fra 20 til 30 mm med ledig plass rundt seg. Deretter blir hullet forsiktig skoldet rundt omkretsen. Om nødvendig festes den fra innsiden ved hjelp av armeringsstenger.
- En sirkulær skive er kuttet fra et metallark, som er lik i diameter til hovedrøret når det gjelder den indre diameteren. Et rektangel er skåret ut i midten av skiven - i størrelse skal det enkelt romme støpejernsristene. Hvis de ikke er der, sveises det armeringsstenger i bunnen, som danner en rist av rister.
- Til bunnen av drivstofftanken, bruk en sveisemaskin for å feste basisrøret 20 cm over blåseren.
- Skjær ut basen til viften fra en stålplate. Nedenfra er ovnen plassert på små ben.


- Neste steg er å lage et kar for vann, mens skorsteinen skal gå rett gjennom den. Hovedrøret brukes som sidevegger, bunnen er samtidig den øvre buen til brennkammeret.
- Bunnen kuttes ut av et stålplate i samsvar med diameteren på den indre delen av røret, deretter kuttes et hull i form av en sirkel med en diameter på 30 til 50 mm på den, som senere vil bli en skorstein.
- En del av skorsteinen settes inn i samme hull slik at den strekker seg over kantene med 100-120 mm.


- Bunnen av vanntanken settes inn i skorsteinen og sveises rett over steinbeholderen. Røykrøret skal være på siden av stedet i form av en scoop.
- Et kar for vann brygges rundt hele omkretsen, et hull er laget nedenfra, hvor en kran settes inn.
- Hengsler er sveiset for å installere dører til karosseriet. Sjekk for lekkasjer ved å fylle tanken med vann. Deretter må du utføre den første testovnen.


Hjelpsomme hint
For å gjøre ovnen ikke bare funksjonell, men også behagelig for øyet, kan du male den med ildfast maling - varmebestandig maling vil ikke bare gi den ønsket farge, men også bidra til å beskytte metallet mot korrosjon.
Du kan også overlegge den med en murstein, som ikke bare har en dekorativ funksjon, men også sparer mot overdreven infrarød stråling, som bæres av det oppvarmede metallet. Denne typen stråler svever ikke, men brenner.

Hvordan sveise en komfyr fra et rør med egne hender, se videoen nedenfor.





























































































Kommentaren ble sendt.