Funksjoner av mutterkraner

Gjengeforbindelsen er en av de mest pålitelige og er samtidig universell, derfor har den funnet utbredt bruk i mange produksjonsindustrier. For å danne denne typen tilkobling er det nødvendig å kutte en tråd, og i dette arbeidet er det vanskelig å gjøre uten en mutterkran. Denne enheten har mange typer, avhengig av egenskapene til tråden som produseres.


Hva er det og hvorfor trengs de?
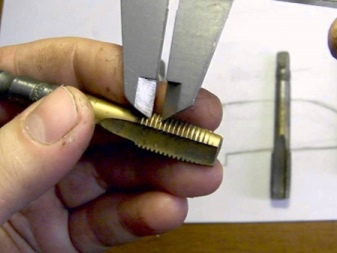
En mutterkran er i form av en skrue, som har rette eller kuttede spiralformede spor som danner skjærekanter. Haleelementet til denne enheten er festet til sveiven, og arbeidsområdet er festet i materialet der hullet er planlagt laget. Ved hjelp av rotasjoner oppstår gjenging. I den arbeidende delen av mutterkranen er det både en skjære- og en måleflate.
Denne enheten gir også et ansikt, ved hjelp av hvilket friksjon mot gjenstanden for behandling forhindres. Antall sidespor i dette verktøyet kan være fra 2 til 6. Disse elementene fjerner ikke bare sponene, men utfører også smøringen inn i det behandlede området. Tapeelementet til kranen har en kjegleform, noe som bidrar til fraværet av vanskeligheter når du går inn i verktøyet.

Gjengeverktøyet brukes når du arbeider med aluminium, kobber, messing og andre viskøse metaller. For å gjøre jobben med høy kvalitet trenger mesteren ofte ca 3 typer kraner. Hvis stål eller solid rustfritt stål behandles, kan et sett med 5 komponenter brukes. Forbrukeren kan også finne en mutterkran som egner seg for arbeid med hard og myk plast.
I følge GOST kan gjengeverktøy produseres av høykarbonverktøystål, høyhastighetsstål og harde legeringer.


Varianter og merking
Industribedrifter produserer mange varianter av mutterkraner, som har sine egne designfunksjoner og operasjonelle evner. I henhold til designfunksjonene skilles følgende typer verktøy ut.
- Spon og spor. Tapet har en forkortet lengde, det kalles med andre ord en fløyte. Dens designfunksjoner letter gjenging av gjenstander laget av tøft lavkarbonstål, aluminiumslegering eller høystyrkelegert stål.

- Med spor som går langs linjen til skruen. Installasjon av slike kraner anses som relevant i bransjer med bearbeidingssentre for metallarbeid. De brukes også ofte i dannelsen av blinde trådtyper.

- Utstyrt med skjæretenner. Tennene til denne enheten er forskjøvet og kuttet etter en, derfor observeres en minimal friksjonskraft når du bruker den.

- Tråkket. Denne typen mutterkraner har et par seksjoner, som hver har et bestemt formål. Den første er basert på generatorkretsen, og den andre på profilen. I et trinnformet verktøy omhandler den første delen skjæring og den andre delen med kantutjevnelse.

- Kombinert. Denne typen armatur inkluderer flere typer gjengede verktøy og anses derfor som universelle.

- Trykk på - broaching har funnet sin anvendelse i dannelsen av gjengen av gjennomgående hull med forskjellige parametere. Ved hjelp av disse enhetene utføres arbeid på dreiebenker med en del festet i chucken.Dermed beveger tråden seg automatisk ved hjelp av maskinglideren, og den roterer med spindelen.

- Utstyrt med innvendig hulrom. Under behandlingen av delen observeres avkjølingen. Takket være bruken av kraner av denne typen, er det høy produktivitet ved gjenging.

- Ringeklokke fant sin anvendelse når det er nødvendig å kutte en innvendig gjenge med stor diameter. Denne typen verktøy har en prefabrikkert struktur, som inkluderer separate skjæredeler.
Alle de ovennevnte gjengede verktøyene er eksternt forskjellige fra hverandre, så det er umulig å forveksle dem.

Etter typen gjenger som produseres, er mutterkraner delt inn i disse typene.
- Metrisk. Dette verktøyet brukes til å kutte en metrisk type tråd. Som et resultat av arbeidet oppnås elementer med form av en trekant. Merkingen av slike deler har bokstaven "M". For å velge en kran for en bestemt diameter, anbefaler eksperter å bruke en spesifikk tabell.
- tomme verktøyet er preget av den koniske formen til arbeidsdelen. For denne kranen er måleenheten for diameter tomme.
- Rør. Denne typen verktøy kan være i form av en sylinder og en kjegle. Denne typen enhet brukes vanligvis til å danne rørgjenger.


Produksjonen av langstrakte og andre mutterkraner som opererer på manuell eller maskinell kontroll er regulert av GOST 3266-81. Produkter med en buet skaft må produseres strengt i samsvar med den spesialutstedte GOST 6951-71. Type og størrelse på tråden begynner merkingen av armaturene, for eksempel M6, M8, M4, M5, M3, M2. Etter disse betegnelsene kan du se nøyaktighetsklassen i henhold til ISO2 eller DIN. Dessuten kan materialets merke være tilstede i merkingen av kranen.
Hvis verktøyet har HSS-betegnelsen, betyr det at det er laget av herdet stål. På haledelen av mutterkranen kan du se informasjon om gjengeløpet, hellingsvinkelen til sporene, stigningen til spiralsporene, rotasjonen av sporene, bruksgruppen, intern kjøling.

Hvordan å bruke?
For at muttertråden skal kuttes riktig, er det verdt å huske reglene for trinnvis bruk av verktøyet.
- Forberedelsen av mutteren for kutting består i riktig valg av en drill med en diameter som er optimal for visse formål.
- Nøyaktig boring av et hull uten forvrengninger og skrot.
- Tapping med kran i standardstørrelse. For dette formål er det verdt å plassere kranen i en vinkel på 90 grader. Videre bør mesteren utføre rotasjonsoperasjoner med spesiell forsiktighet.
- Etter hver av omdreiningene er det nødvendig å gjøre en halvomdreining revers for å fjerne spon fra sporene.
- Mutteren skal tres gjennom skaftet, og deretter kuttes i en annen del.
Når tråden er ferdig, bør mesteren sjekke tilstanden til tråden. Hvis arbeidet er utført riktig, vil skruen passe riktig uten motstand og bøyning. En mutterkran er et gjengeverktøy som fungerer med muttere i forskjellige størrelser. Det er nesten umulig å erstatte denne enheten med en lignende, siden den er preget av en unik design og funksjonalitet.
Takket være et bredt utvalg av mutterkraner, vil mesteren kunne velge nøyaktig alternativet for verktøyet som vil hjelpe ham med å løse en spesifikk oppgave.

I den neste videoen finner du typene og formålene med kraner for gjenging.













Kommentaren ble sendt.