Vi lager en presse fra en knekt med egne hender

En hydraulisk presse laget av en jekk er ikke bare et kraftig verktøy som brukes i enhver produksjon, men et bevisst valg av en garasje eller hjemmehåndverker, som akutt trengte et verktøy for å skape multitonntrykk på et lite begrenset sted. Enheten vil hjelpe for eksempel ved brikettering av brennbart avfall for forbrenning i ovn.



Jack utvalg
Den hydrauliske pressen er vanligvis laget på grunnlag av en hydraulisk jekk av glass eller flaske. Bruken av en tannstangskrue er bare rettferdiggjort i strukturer som kun fungerer på grunnlag av mekanikk, hvis ulempe er tapet av ikke 5% av innsatsen som brukes av mesteren, men mye mer, for eksempel 25% . Å bruke en mekanisk jekk er ikke alltid en berettiget beslutning: den kan like godt erstattes, for eksempel av en stor låsesmed skrustikke, installert vertikalt.
Det er å foretrekke å velge en hydraulisk jekk fra de modellene som er i stand til å løfte rundt 20 t. Mange hjemmehåndverkere som laget en presse fra en slik jekk på egenhånd tok den med en sikkerhetsmargin (løfting): de kom ofte inn i sine hender modeller som er nok til å løfte en ikke-personbil , men en lastebil eller en tilhenger, for eksempel fra Scania eller KamAZ.
En slik avgjørelse er prisverdig: Å ta den kraftigste jekken er en lønnsom virksomhet, og takket være lastekapasiteten vil den ikke tjene 10 år, men hele fremtiden til eieren av en hjemmelaget hydraulisk presse. Dette betyr at belastningen er omtrent tre ganger mindre enn den tillatte. Dette produktet vil slites langsommere.



De fleste mellomstore hydrauliske jekker - enkelt kar, med en enkelt stilk. De har, i tillegg til enkelhet og pålitelighet, minst 90 % effektivitet: Tapene i kraftoverføringen med hydraulikk er små. En væske - for eksempel gir- eller motorolje - er nesten umulig å komprimere, og dessuten ser den ut til å være litt fjærende, og beholder vanligvis minst 99% av volumet. Takket være denne egenskapen overfører motoroljen kraften til stangen nesten "intakt".
Mekanikk basert på eksentrikker, lagre, spaker er ikke i stand til å gi så små tap som en væske som brukes som overføringsmateriale.... For en mer eller mindre seriøs innsats anbefales det å kjøpe en jekk som utvikler et trykk på minst 10 tonn - dette vil være det mest effektive. Mindre kraftige jekker, hvis de er i området til nærmeste bilbutikk, anbefales ikke - vekten (trykket) er for lite.


Verktøy og materialer
Ta vare på tilgjengeligheten av en tegning av den fremtidige installasjonen: det er mange ferdige utviklinger på Internett. Til tross for tilstedeværelsen av litt forskjellige modeller av knekt, velg den med et stort "ben" - en plattform for å hvile på bakken. Forskjellen i design, for eksempel med en mindre "fot" ("flaskebunn" med en massiv bred base) skyldes markedsføringstriks: ikke spar på designet. Hvis en mislykket valgt modell bryter plutselig i øyeblikket av den høyeste utviklet ved hjelp av innsats, vil du ikke bare miste hovedaktuatoren, men du kan også bli skadet.
For å lage sengen trenger du en kanal med tilstrekkelig kraft - veggtykkelse er ønskelig ikke mindre enn 8 mm. Hvis du tar et arbeidsstykke med tynnere vegger, kan det bøye seg eller sprekke.Ikke glem: vanlig stål, som vannrør, badekar og annet rørleggerarbeid er laget av, er sprøtt nok når det slås med en kraftig slegge: fra overspenning bøyer det seg ikke bare, men sprekker også, noe som kan føre til skade på mesteren.
For fremstilling av hele sengen er det tilrådelig å ta en fire meter lang kanal: i det aller første stadiet av den tekniske prosessen vil den bli saget.



Til slutt vil returmekanismen kreve sterke nok fjærer. Selvfølgelig er fjærer som de som brukes til å dempe jernbanevogner ubrukelige, men de skal heller ikke være tynne og små. Velg de som har tilstrekkelig kraft til å trekke den trykkende (bevegelige) plattformen til installasjonen til sin opprinnelige posisjon når kraften som påføres av jekken er "blødd".
Suppler dine forbruksvarer med følgende elementer også:
- tykke vegger profesjonell pipe;
- hjørne 5 * 5 cm, med en ståltykkelse på ca. 4,5 ... 5 mm;
- båndstål (flatstang) med en tykkelse på 10 mm;
- et rørkuttet med en lengde på opptil 15 cm - jekkstangen må komme inn i den;
- 10 mm stålplate, størrelse 25 * 10 cm.



Som verktøy:
- sveiseomformer og elektroder med en pinnedel på ca. 4 mm (maksimal driftsstrøm på opptil 300 ampere må opprettholdes - med en margin slik at selve enheten ikke brenner ut);
- en kvern med et sett med tykkveggede skjæreskiver for stål (du kan også bruke en diamantbelagt skive);
- kvadratisk linjal (rett vinkel);
- linjal - "målebånd" (konstruksjon);
- nivåmåler (minst - boblehydronivå);
- låsesmedskrue (det anbefales å gjøre arbeidet på en fullverdig arbeidsbenk), kraftige klemmer (de som allerede er "slipt" for å opprettholde en rett vinkel anbefales).
Ikke glem å sjekke brukbarheten til verneutstyr - sveisehjelm, briller, åndedrettsvern og egnetheten til hansker laget av grove og tykke stoffer.


Produksjonsteknologi
En gjør-det-selv-presse fra en jekk lages i en garasje eller verksted. Den hydrauliske pressen du bestemmer deg for å lage er relativt liten og enkel sammenlignet med industrielle motstykker.
Med en viss ferdighet i arbeid med elektrisk sveiseutstyr, vil det ikke være vanskelig å sveise rammen og frem- og tilbakegående vekt. For å lage en flott hydraulisk presse, må du gå gjennom flere påfølgende stadier.



Montering av rammen
Følg disse trinnene for å sette sammen rammen.
- Merk og kutt kanalen, proffrøret og den tykkveggede hjørneprofilen til emner, med henvisning til tegningen. Sag ut platene også (hvis du ikke har forberedt dem).
- Sett sammen basen: sveis de nødvendige emnene ved hjelp av dobbeltsidig sømmetode. Siden dybden av stikker (penetrering) av den såkalte. "Sveisebassenget" (sone av smeltet stål) overstiger ikke 4-5 mm for 4 mm elektroder; penetrering er også nødvendig fra motsatt side. Fra hvilken side å lage mat - det spiller ingen rolle, det viktigste er at emnene er sikkert festet, plassert, først festet. Sveising utføres i to trinn: først utføres skjæring, deretter påføres hoveddelen av sømmen. Hvis du ikke tar tak i den, vil den sammensatte strukturen føre til siden, på grunn av hvilken den skjeve enheten må kuttes på inntrengningsstedet, justeres (slipes) og sveises igjen. Unngå fatale monteringsfeil.
- Etter å ha satt sammen basen, sveis sideveggene og den øvre tverrstangen til sengen. Under monteringsprosessen, etter hver søm, stifter, kontroller firkantigheten. Kutting av deler før sveising utføres stumpskjæring. Som et alternativ til sveising - bolter og muttere, trykk og lås skiver minst M-18.
- Lag en bevegelig stang ved hjelp av et profesjonelt rør eller en del av en kanal. Sveis i midten av glidestoppen et stykke rør som inneholder stammen.
- For å hindre at stammen med stopper bøyer seg, lag føringer for den basert på båndstål. Lengden på føringene og den ytre lengden på kroppen er like. Fest skinnene til sidene av den bevegelige stopperen.
- Lag en avtagbar stopp. Skjær hull i styreskinnene for å justere høyden på arbeidsområdet. Installer deretter fjærene og selve jekken.
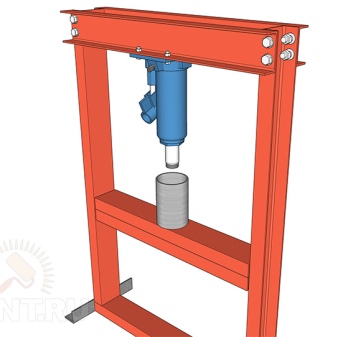
Hydrauliske jekker fungerer ikke alltid opp ned. Deretter festes jekken ubevegelig på den øvre bjelken, mens den nedre bjelken brukes som støtte for arbeidsstykkene som skal bearbeides. For at pressen skal fungere på denne måten, må jekken lages om for den.



Endring av jekken
Modifikasjon av hydraulikk utføres på følgende måte.
- Installer en 0,3 L ekspansjonsbeholder - jekkpåfyllingskanalen er koblet til med en enkel gjennomsiktig slange. Den er festet ved hjelp av klemmer.
- Hvis den forrige metoden ikke er egnet, må du demontere jekken, tømme oljen og pumpe den gjennom den hydrauliske hovedenheten. Fjern klemmutteren, sving den ytre karet med en gummihammer og fjern den. Siden beholderen ikke er helt fylt, mister den strømmen av olje når den blir snudd på hodet. For å eliminere denne årsaken, installer et rør som tar hele lengden av glasset.
- Hvis denne metoden av en eller annen grunn ikke passer deg heller, så installer en ekstra bjelke på pressen... Kravet til det er å gli langs føringene og besittelse av en ende-til-ende-pasning, på grunn av hvilken, når trykket stiger, vil jekken forbli på arbeidsplassen. Snu den og fest den med M-10 bolter til stolpen.
Etter å ha pumpet opp trykket vil nedkraften være slik at jekken ikke vil fly av.

Lage trykksko
Jekkestangen har ikke tilstrekkelig tverrsnitt. Han vil trenge et større område med trykkputer. Hvis dette ikke er sikret, vil det bli vanskelig å jobbe med massive deler. Den øvre trykkblokken har evnen til å holde på stammen med en montering i flere deler. Faktisk kuttes et blindhull i denne delen, hvor den samme stangen kommer inn med et lite gap. Her hektes fjærer inn i hullene skåret separat. Begge plattformene er kuttet og satt sammen av kanalseksjoner eller fire hjørneemner, noe som resulterer i en rektangulær boks med åpne sider.
Matlaging utføres ved hjelp av kontinuerlige sømmer på begge sider. En åpen kant er sveiset med et firkantet kutt. Innsiden av boksen er fylt med M-500 betong... Når betongen stivner, sveises delen på den andre siden, noe som resulterer i et par ikke-deformerbare trykkstykker. For å installere den resulterende strukturen på en jekk, sveises et rørstykke på toppen under stammen. For å holde sistnevnte der enda mer pålitelig, er en skive med et hull for midten av stilken festet i bunnen av det resulterende glasset. I dette tilfellet er plattformen nedenfra installert på en bevegelig tverrstang. Det beste alternativet er å sveise på to hjørnestykker eller deler av en glatt stang som ikke lar trykkputen bevege seg til siden.



Justerbar støttebjelke
Den nedre tverrstangen skiller seg ikke vesentlig fra den øvre - de samme dimensjonene i seksjonen. Forskjellen er kun i design. For å gjøre dette må du lage en støtteplattform. Den er laget av et par U-seksjoner snudd med ribbesiden utover. Disse sidene er festet på begge sider av stopperne og er sveiset i midten ved hjelp av vinkel- eller forsterkende avstandsstykker. Et ubebodd område løper langs den sentrale sonen av tverrstangen - det er derfor det vil være nødvendig å lage en støtteblokk nedenfra. Hun hviler på sin side mot et mellomrom som er lik halvbredden til hver av hyllene. Offsetstøtter er sveiset i midten av bunnemnet.
Den justerbare stangen kan imidlertid festes med kraftige glatte stenger.For å implementere denne festemetoden, kutt et antall hakk ved siden av hverandre på de vertikale kanaldelene av maskinen. De skal være parallelle med hverandre.
Diameteren på stangen, som ble kuttet i avstandsstykker, er ikke mindre enn 18 mm - denne delen setter en akseptabel sikkerhetsmargin for denne delen av maskinen.


Returmekanisme
For at returfjærene skal fungere ordentlig, øk antallet til seks hvis mulig - de vil takle den store vekten av den øvre trykkputen, som betong nylig ble hellet i. Det ideelle alternativet er å bruke fjærer for å returnere den bevegelige delen (døren) av porten.
Hvis den øvre blokken mangler, fest fjærene til jekkstangen. En slik feste realiseres ved hjelp av en tykk skive med en indre diameter som er mindre enn tverrsnittet av selve stammen. Du kan feste fjærene ved å bruke hullene langs kantene i denne skiven. De holdes på toppstangen av sveisede kroker. Den vertikale plasseringen av fjærene er unødvendig. Hvis de viste seg å være lange, så ved å plassere dem under en grad, og ikke strengt rett, er det mulig å fjerne denne defekten.


Tilleggsinnstillinger
En hjemmelaget garasje minipresse kan også fungere i etuiet når jekken forlenger stangen til en kortere avstand, ikke mindre effektivt. Jo kortere slag på stangen, jo raskere presses delene som skal bearbeides mot den stasjonære plattformen (ambolten).
- Monter et stykke rektangulært eller firkantet rør på ambolten. Det er ikke nødvendig å "tett" sveise det der - du kan lage en flyttbar økning av stedet.
- Den andre måten er som følger... Plasser en høydejusterbar bunnstøtte på pressen. Den skal festes til sideveggene med bolteforbindelser. Lag hull i sideveggen for disse boltene. Høyden på deres plassering velges basert på oppgavene.
- Til slutt, for ikke å ombygge pressen, bruk utskiftbare plater, spiller rollen som ekstra stålpakninger.
Den siste versjonen av revisjonen av maskinen er den billigste og mest allsidige.


For informasjon om hvordan du lager en presse fra en jekk med egne hender, se neste video.













Kommentaren ble sendt.