Alt om ripsager

Sagen anses som den mest effektive for jobben dersom den er utstyrt med sagblad. Kvaliteten på selve kuttet, hastigheten på arbeidet, samt andelen avviste elementer og tilstedeværelsen av avfall, avhenger i stor grad av riktig valg av denne sirkelen. Avhengig av funksjonene til denne enheten, er det en langsgående og tverrgående type saging.
Sagetyper
Sagen er et skjærende skarpt verktøy med et stort antall blader som er i stand til å arbeide i et lukket kutt. Et snitt er et ganske smalt gap som vises i tre når du skjærer spon med skarpe tenner på et arbeidsverktøy. Vanligvis skilles sideveggene fra kuttet, så vel som bunnen, det er med dem at bladet samhandler. Avhengig av helningsvinkelen og plasseringen av sagen i forhold til treverket, skilles det ut flere typer saging.
- Langsgående. I dette tilfellet er planet parallelt eller omtrent parallelt med trefibrene. Saging rammer fungerer i henhold til denne mekanismen, samt bånd- og sirkelsager som brukes til å sage tømmerstokker, samt bjelker til bord, når materialet kuttes i lengderetningen både i lengden og i bredden.
- Tverrgående. Her er sagen plassert vinkelrett eller tilnærmet vinkelrett på fibrene. I dette tilfellet utføres selve sagingen manuelt ved hjelp av kappsager og baufil, samt på gjæringsmaskiner. Denne metoden for å behandle trefibre brukes til å kutte i runde emner, fjerne tredefekter, samt for å gi trelast den nødvendige kvaliteten og dimensjonene.
- Blandet. I dette tilfellet kan verktøyets plan plasseres i området fra 10 til 80 grader i forhold til treet.



Når vi snakker om hvilken metode for saging som er bedre, bør det bemerkes at den tverrgående anses som mer forenklet, siden denne ordningen ikke har en kompleks girkasse, som kreves for å rotere aksen med 90 grader, girene fungerer mye mer effektivt, takket være at tverrsagene er mer holdbare, er risikoen for at motoren går ut av tuning mye lavere og totalt sett varer instrumentet lenger.
Samtidig skal det forstås at enkelte typer arbeid ikke kan utføres på annen måte enn langsgående. Derfor er det verdt å dvele mer detaljert på hovedparametrene for ripsaging.


Egendommer
Rivesaging er en sageprosess som går parallelt med treets naturlige årring. I dette tilfellet brukes sirkulære skiver, der fortennene er skråstilt, deres spisse kanter kuttet effektivt fibrene, de begynner å flake av og danne sagflis. I prosessen med slik prosessering vises uregelmessigheter ofte på overflaten av en tredel, samt mossighet og huler - deres utseende forklares av egenskapene til fibrene som dannes i løpet av treets levetid.
Den endelige overflateprofilen påvirkes av måten snittet utvides på, samt størrelsen på avsetningen og formen på tennene. Vanligvis er sistnevnte skjerpet som en trekant, så du kan jobbe med en slik plate bare i én retning.

Sagbladdesign
Velge riktige blader for effektiv riftsaging.Det bemerkes at jo større tennene er, desto lettere er en slik saging (til sammenligning, når du arbeider med tverrsnitt, virker store tenner veldig grovt og bokstavelig talt river tre, noe som fører til flis). Hulrommene mellom slike tenner må også være så dype som mulig - i dette tilfellet vil fjerningen av spon være av bedre kvalitet. Det optimale antallet tenner for langsgående skjæring varierer fra 20 til 24 stykker.
Hvis du trenger å utføre begge typer saging i arbeidet ditt, er det bedre å foretrekke verktøyet på sirkler med mellomstore tenner, totalt 46–48 stykker.


Fintannede skiver bør ikke brukes når du arbeider med rifter, dette er full av en reduksjon i arbeidshastigheten, betydelig overoppheting av enheten og slike ubehagelige konsekvenser:
- sagbladet begynner å gløde;
- sagen går ofte sidelengs fra skjærelinjen;
- i områder med overoppheting begynner materialet å "svulme" og friksjonen øker betydelig;
- sagen deformeres og ser mer ut som en propell enn en skjæreflate.
For å redusere sannsynligheten for rask overoppheting er det laget små slisser og hull i sagbladet, som fungerer som termiske kompensatorer. De er vanligvis plassert på kanten langs radiene.



På noen modeller er de delvis fylt med kobberforbindelser, noe som reduserer støynivået og bidrar til å raskt avkjøle motoren. Sagehjul helles vanligvis fra ett metall (de kalles monolittiske) eller med inkludering av loddemetaller fra forskjellige harde legeringer. Hvert av alternativene har sine egne fordeler og ulemper.
- Monolitisk, som regel, blir raskt kjedelig, så de må skjerpes og korrigeres. Imidlertid er denne prosedyren ganske enkel og ukomplisert, så det er fullt mulig å utføre det selv hjemme. Vanligvis brukes slike blader til både rifter og tverrsnitt. Kostnaden for slikt utstyr er ganske rimelig.
- Karbid sirkler er mye dyrere, samtidig er bruksperioden til den aller første skjerpingen lengre. Sliping av dette verktøyet kan kun utføres på spesialutstyr. Til tross for dette er det disse lerretene som er mer etterspurt blant forbrukerne, siden kostnadene deres betaler seg mye tidligere enn det er behov for omsliping. Karbidhjul fungerer ikke bare godt på tre, men også på materialer som metall, laminat eller presset plate.



Spesiell oppmerksomhet bør rettes mot flere parametere for elektriske sager for langsgående bruk.
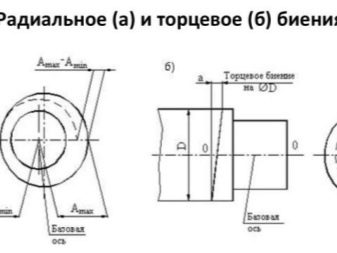
- Radial eller ansiktsutløp. For å utføre spesielt nøyaktig arbeid er en av de viktigste indikatorene sirkelens avvik fra hovedskjæreplanet. Hvis det er en radial eller endeslag, kan det forstyrre skarpheten i kuttet. Optimalt tillatt utløp er 0,15 mm, og modellene av høyeste kvalitet har en parameter innenfor 0,05 mm.
- Husk at rifter ikke bør gjøres med gjæringssagblader; de har en annen bevegelsesbane for bladet i tredelen. For eksempel er hjulene for pendelverktøy vanligvis i en negativ vinkel - dette reduserer belastningen på motoren, og skjærekantene er raskere og enklere. Som et resultat øker effektiviteten sammenlignet med en skive med tenner plassert i en positiv vinkel. Hvis en slik skive blandes langs pendelens bane, vil sagen ganske enkelt kutte inn i fibrene uten de skarpeste delene av tennene. Alt dette fører til en økning i belastningen på motoren, overoppheting og en reduksjon i arbeidseffektivitet. Hvis skiver med negativt skarpe tenner brukes til en sirkulær plate, vil treet begynne å avvise, og sagflisen kommer ikke godt ut - i dette tilfellet er kuttet mye tregere.

Finesser av valg
Ripsager kjøpes best fra spesialforretninger. – i motsetning til små utsalgssteder kommer her produktet med en komplett instruksjon og beskrivelse til brukerne, og selgerne har nødvendig kunnskap og kan gi detaljerte råd. Sørg for å studere informasjonen på selve platen. Vanligvis her, ved hjelp av pilene, angi retningen for skjæring (på tvers eller langs), samt maksimal skjærehastighet i omdreininger og hellingsvinkelen til tennene. Vanligvis er en negativ vinkel betegnet som neg og en positiv vinkel som pos. En bokstav er vanligvis angitt foran disse betegnelsene - den indikerer størrelsen på gradene.
Det er nødvendig å visuelt inspisere platen og kontrollere kvaliteten. Husk at for eksempel butte tenner kan slipes, men hvis kroppen viser seg å være svak, er det ikke mulig å rette opp denne feilen.


Sørg for å sjekke kvaliteten på slipingen. Hvis sagbladet er bra, vil uttalte slipesirkler avvike fra midten til kantene. De indikerer at etter stempling ble et slikt hjul nødvendigvis kalibrert, deretter polert og brakt til den mest effektive arbeidstilstanden.
Hvis hjulene er billige, blir de vanligvis ikke utsatt for ytterligere foredling, maksimalt er å slipe hele arket. Harpiks med spon fester seg til en dårlig slipt overflate, noe som forstyrrer arbeidet betydelig.
I dyrere modeller av elektriske sager påføres inskripsjonene med en laser, på grunn av hvilken merkingen forblir gjennom hele bruksperioden, noe som er veldig viktig for den påfølgende skarpheten av verktøyet.



Se neste video for flere detaljer.













Kommentaren ble sendt.