Varmvalsede arkprodukter

Varmvalset metallplate er et ganske populært metallurgisk produkt med sitt eget spesialsortiment. Når du kjøper det, bør du definitivt forstå forskjellene fra kaldvalsede metallplater laget av C245-metall og andre merker. Dette lar deg bestemme hva som er bedre i et bestemt tilfelle: kaldt eller fortsatt varmt metall.
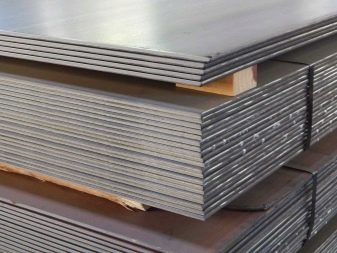

Funksjoner av produksjon
Allerede fra navnet er det åpenbart at varmvalsede plateprodukter lages ved høy metalloppvarming... Temperaturen må heves opptil minst 920 grader. Deretter sendes arbeidsstykkene til valseverkene, hvor plastisk deformasjon er gitt på grunn av løpingen i gapet mellom valsene. For bearbeiding kan stål S245 og andre legeringer brukes etter valg av teknologer. Valseverk kan produsere:
- plate;
- ark;
- stripe (deretter rullet inn i ruller) metall.
Når det kommer ut av rullene, blir det rullede metallet utsatt for støt fra rullebord, spoler for rulling til ruller, rulleavviklingssystemer, det kuttes, rettes ut og så videre. Men det første stadiet er oppvarming i spesielle ovner (hvor plater mates ved hjelp av separate mekanismer). Rulling etter levering av det oppvarmede metallet til det funksjonelle stativet skjer gjentatte ganger. I noen purliner kan platen mates sideveis eller i en viss vinkel. Den såkalte rettemaskinen står for rettingen.
I tillegg kan du trene:
- kjøling i spesielle kjøleskap;
- kvalitetskontroll;
- markering for videre behandling;
- trimming av kanter og kanter;
- kutte i ark med spesifiserte dimensjoner;
- hjelpekaldvalsing (for å forbedre jevnhet og forbedre mekaniske parametere).
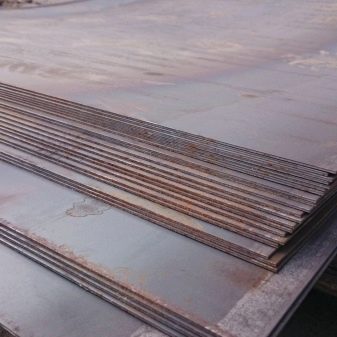
I noen tilfeller er stålet galvanisert og belagt med polymerer. Generelt er varmvalsing mye mer vanlig enn kaldarbeid. Denne manipulasjonsmetoden gjør det mulig å mer effektivt takle den strukturelle heterogeniteten og den tvetydige fordelingen av stoffer i tykkelsen av materialet. Rulleark skal kuttes nøyaktig i lengde og bredde, fravær av grader og sprekker, hulrom og slagginneslutninger må kontrolleres. Også tilstedeværelsen av:
- solnedganger av overflaten;
- bobler;
- rullet skala;
- bunter.
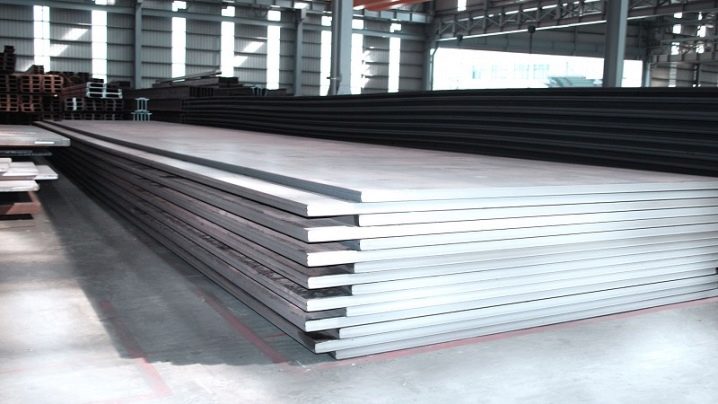
Avanserte bedrifter bruker kontinuerlig brede valseverk... Fabrikkene er supplert med automatiske styringssystemer. Hellene stopper rett overfor fyllehullene, fordi det er spesielle signalmaskiner som står for dette. Oppvarmingsprosedyren kan ta flere timer, og den er ikke mindre ansvarlig enn å rulle seg selv. På grovarbeidsgruppen av standplasser:
- skalabrudd;
- innledende rulling pågår;
- sideveggene krympes til ønsket bredde.
Flysaks er den viktigste delen av sluttfabrikkgruppen. Det er på dem at begynnelsen og slutten av stripen kuttes. Etter avsluttet bearbeiding på denne gruppen av maskiner, transporteres arbeidsstykkene videre ved hjelp av utgangsrullebordet.
Akselerert varmeavledning leveres av vannforsyning. Spoler av forskjellige tykkelser vikles på forskjellige coilers.

Sortiment
Typebetegnelsen og klassifiseringen av arkprodukter må være i samsvar med kravene i GOST 19904 av 1974. Typiske arktykkelser kan være (i millimeter):
- 0,4;
- 0,5;
- 0,55;
- 0,6;
- 1;
- 1,8;
- 2;
- 2,2;
- 3;
- 3,2;
- 4,5;
- 6;
- 7,5;
- 8;
- 9;
- 9,5;
- 10;
- 11;
- 14 mm.
Det finnes også tykkere matvarer:
- 20;
- 21,5;
- 26;
- 52;
- 87;
- 95;
- 125;
- 160 mm.
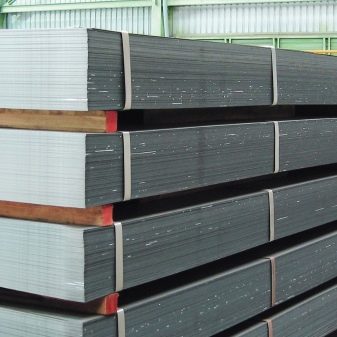
Tynne varmvalsede plater er vanligvis laget av forsterket metall.For fremstilling av kjeler og andre trykkbeholdere brukes lavlegert stål, karbon og legert stål. I tillegg er det:
- ark for kaldstempling;
- stål for skipsbygging;
- strukturell legering med lavt legeringsnivå for bygging av broer;
- høy og standard presisjonsark;
- metall med høyeste og høyeste flathet;
- forbedret flathet ark;
- stål med normal flathet;
- produkter med kuttet eller ukantet kant.


Sammenligning med kaldvalsede ark
Varmvalsede metallplater brukes hovedsakelig ikke av seg selv, men til videre bearbeiding og bruk i utvalgte bransjer. Deres egenskaper er veldig attraktive for:
- generell maskinteknikk;
- produksjon av vogner;
- konstruksjon av biler og spesialutstyr (en merkbar andel metaller som det er varmtvalsede produkter for);
- skipsbygging;
- produksjon av forbruksvarer.
Det kan være alvorlige forskjeller mellom spesifikke utleiemerker. De har visse kjemiske og fysiske egenskaper i samsvar med bruksformål og driftsforhold. Varmt stål er bedre enn kaldt stål: det er billigere. Tykkelsen på det varmvalsede metallet kan være 160 mm, men kaldbehandling tillater ikke å oppnå et lag tykkere enn 5 mm.
Presisjonsvalsing er hovedproblemet med varme stålplater. Det er forbundet med inhomogeniteten til oppvarming over området, så vel som med vanskeligheter med varmefjerning og andre vanskeligheter. Men disse problemene vil garantert forsvinne i møte med kostnadsfordelen. Det lar deg gjennomføre fullskalaprosjekter uten å pådra deg høye kostnader.

Fordelene med et slikt metallurgisk produkt er også:
- egnethet for ytterligere stempling;
- et anstendig nivå av sveisekvaliteter;
- utmerket mekanisk styrke;
- motstand mot ulik belastning;
- lav følsomhet for slitasje;
- lang driftsperiode (underlagt forsiktig behandling med anti-korrosjonsforbindelser).
Når metallet føres gjennom rullene, blir det gradvis tynnere. I tillegg blir det mulig å gi overflaten en annen geometrisk konfigurasjon. Profilerte plater frigjøres på takmaterialene. Det er mer sannsynlig at maskinbyggere kjøper flate ark hvis det ikke er noen spesiell preferanse. Stålkvaliteten for valsing er valgt under hensyntagen til nødvendig duktilitet, styrke og andre faktorer.
Legeringer St3 og 09G2S er etterspurt. De er egnet for produksjon av rullede metallprodukter for generelle formål. For arbeid med karbonholdige og lettlegerte råvarer gjelder standardene GOST 11903 fra 1974. Denne standarden gir en lagtykkelse på 0,5 til 160 mm. Hvis det er planlagt å produsere valsede produkter fra en solid strukturell legering, er det tilrådelig å følge standardene til GOST 1577 fra 1993. Ingen varmebehandling er nødvendig for et relativt tynt produkt. 1980-standarden foreskriver normer for produksjon av spesielt holdbare valsede produkter. Tykkelsen på et slikt produkt overstiger ikke 4 mm.
Standardbredden er begrenset til 50 cm. En avtale mellom produsenten og forbrukeren tillater imidlertid at dette tallet endres. Legeringer 09G2S, 14G2, samt 16GS, 17GS og en rekke andre alternativer kan brukes.













Kommentaren ble sendt.