Alt om tappestørrelser

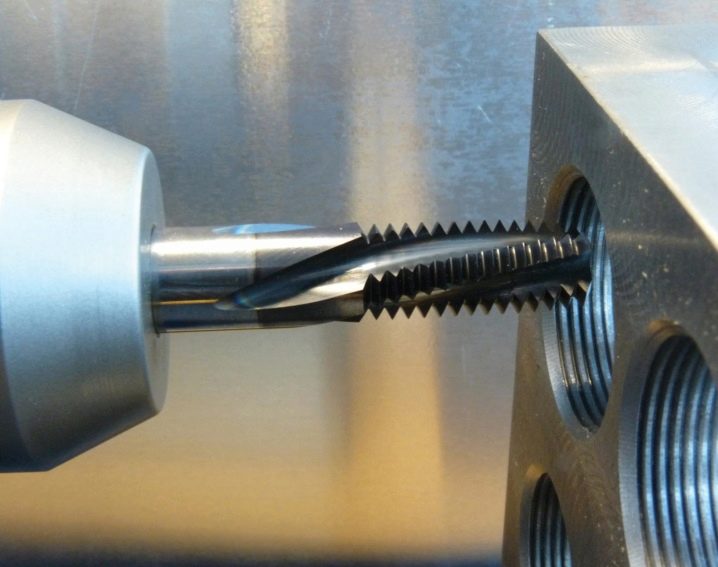
Å vite alt om størrelsene på kraner for tapping er veldig nyttig for alle som må lage akkurat denne tråden hele tiden. Du må nøye vurdere standardstigningen til kranene M6 og M8, M10 og M12, M16 og M30. Du må også studere tommerdimensjonene og prinsippene for valg av boreseksjon.

Standard trykkparametere
Spesielt merkeutstyr for gjenging er tydelig dimensjonert. Mengde måles på flere måter. Hovedtrådindeksen, selv for metriske produkter, er satt på en tommeskala. Dette er ikke vanskelig å se i noen beskrivelse av slike produkter. Så, for M6 kraner, er tråden laget med en seksjon på 0,1 cm.I dette tilfellet kan størrelsen på hullet for gjenging være fra 4,8 til 5 mm.

For produkter i kategori M6 vil den typiske grunnstigningen være 1,25 mm. Og den stansede passasjen for et produkt med en diameter på 8 mm når 6,5-6,7 mm. For mindre konstruksjoner (M5) antas slike dimensjoner å falle sammen med henholdsvis 0,8 mm, 4,1-4,2 mm. Det er interessant å sammenligne denne modellen med en stor serieprøve - M24. Trinnet med å danne sporene vil være 3 mm, og landingsfirkanten tas lik 1,45 cm.
Metallmerkingsanordningen, type M12, skjærer gjennom 1,75 mm. Hullsnittet vil være 9,9 eller 10 mm. For mindre M10 er slike indikatorer tatt lik henholdsvis 1,5, 8,2 og 8,4 mm (når det gjelder minimum og maksimal passasje).

Noen ganger brukes M16 kraner. Disse verktøyene lar deg skrape tråder med 2 cm mellomrom, med kanaler på minimum 1,35 cm og maksimum 1,75 cm.
I noen tilfeller blir det nødvendig å lage spor med intervaller på 2,5 mm. Da kommer kraner fra M20-kategorien til unnsetning. Under driften dannes det passasjer med et tverrsnitt på minst 1,5 cm.Dimensjoner og driftsparametere (i centimeter) for noen andre merkeinnretninger er vist i tabellen nedenfor. Det er viktig å forstå at alt som er sagt bare gjelder metriske tråder.
|
Skriv inn indeks |
Sporslag |
Kanalseksjon |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
М4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
Typiske skaftdimensjoner er også normalisert (i millimeter):
- 2,5x2,1 (for kraner ikke større enn M1,8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (kun for M3 kraner);
- 4,5x3,4 (kun for merkeutstyr M4);
- 6x4,9 (fra M5 til og med M8);
- 11x9 (M14);
- 12x9 (kun M16);
- 16x12 (kun M20);
- 20x16 (merker M27).
Det er også skafter:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45 x 35.

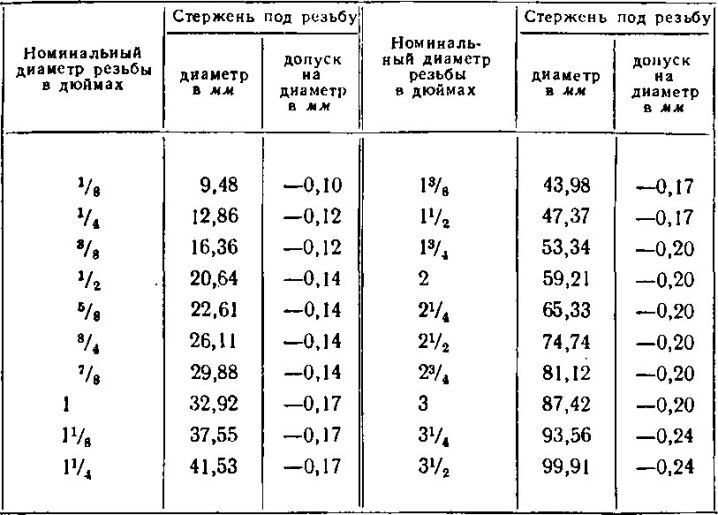
Tommers dimensjoner
De er typiske for produkter levert fra USA og Storbritannia. Hvis tverrsnittet av sporene er 3/16, legges hullet strengt fra 0,36 til 0,37 cm.Ganske populære 1/4 tommers kraner lager kanaler på 5-5,1 mm, og for produkter i 3/8-klassen, disse indikatorene vil være henholdsvis 7, 7 og 7,9 mm. Sporavstanden (i millimeter) vil være lik:
- 1,058;
- 1,27;
- 1,588.

1/2 format forutsetter sporavstand på 2,117 mm. I dette tilfellet legges en passasje på 1,05 mm. Tommers kraner har en stigning på 3,175 mm. Hullet når 2,2 cm i diameter. De største modellene er i 17/8-kategorien. Gjengestigningen er 5,644 mm, og hulldiameteren vil nå 4,15 cm.
Det skal bemerkes at sammen med metriske og tomme markeringsenheter, er det også de som er designet for å merke hull i rør. For et 1/8-tommers verktøy er riflevandringen 28 tråder per tomme. Hvis det er 1/2 grad, dannes gjengene med intervaller på 14 omdreininger per tomme.
Seksjonene av selve riflingen vil være lik 0,8566 og 1,8631 cm.En 2-tommers rørkran gjør 11 omdreininger per tomme, og hakkseksjonen antas å være 5,656 cm.
Hvordan velge bordiameter?
Størrelsen på hullene i dag fortsetter å bli bestemt i henhold til GOST fra det fjerne 1973. Selv om denne standarden har blitt revidert flere ganger, har dens normer konsekvent bekreftet deres relevans. Når det gjelder arbeid innen industri, energi og andre områder, har ingenting endret seg. Den universelle tilnærmingen er typisk for behandling av både jernholdige og ikke-jernholdige metaller. For å bestemme parametrene som kreves for å kutte en innvendig gjenge, start med å bore landingsområdet.
Dette gjøres med dobbel radius. Kontroller nøye at kanalen ved boring er 0,1-0,2 cm smalere enn ønsket seksjon. Ellers går det ikke da å gjøre svinger med akkurat de dimensjonene som respekteres. Utvelgelsen av øvelser utføres under hensyntagen til målestandarden, på millimeter eller tommers skala. Antall tråder for oppføring bør også tas i betraktning.
En og samme sving kan utpekes på forskjellige måter. Den installeres ved å måle gapet mellom de tilstøtende sideveggene på profilen. Først telles 10 tråder. Deretter estimeres antall millimeter mellom dem og dette tallet reduseres med 10 ganger. Slaget beregnes på samme måte, men det er allerede beregnet av svingene til en tråd.

Egenskapene til sprø og harde legeringer skiller seg fra de til myke duktile metaller. Dette glemmes ofte ved at folk velger kraner for gjenging. Så, i myke materialer for M8-tråden, er det nødvendig med et hull på 6,8 mm. I solid - 0,1 mm mindre.
Det anbefales også å ta hensyn til maksimale avvik i diameter satt i GOST, og ta hensyn til forskjellen mellom konvensjonelle og sponløse kraner.















Kommentaren ble sendt.