Oversikt over trykknøkler

Kranen er som en "omvendt die". Gjengen kuttes ikke ekstern (på glatt armering eller wire), men intern (i et boret arbeidsstykke for en mutter, blank) gjenger. Kranholderen er preget av en mekanisert applikasjon (i en skrutrekkerchuck) eller manuell (en knott).


generell beskrivelse
Den manuelle krankragen er tilgjengelig i rett og L-formet design. Hovedkomponentene til kranholderen er:
- prismatisk ramme;
- statisk håndtak;
- et avtakbart håndtak med skralle som fikser endringen av posisjon når du dreier en viss vinkel.
Som ekstra deler - bevegelige puter og en enhet for deres immobilisering som en del av justerbare kranholdere.


På grunn av sin standardiserte form i form av et firkantet element (i henhold til standardene til GOST nr. 3266), er kranholderne på markedet for verktøy enhetlige. De er kompatible med venstre- og høyregjenger og fungerer på tomme- og metriske kuttere. I henhold til designet kan holderen for kranen være med en flat eller L-formet holder, med en radiell eller aksial bevegelse av kutteren, med mulighet for å justere den frie delen for halen.

Kranholderen har en, to eller tre landingsseksjoner - i samsvar med diameteren på det gjengede sporet som skal kuttes. Aksial bevegelse forutsetter sluttutførelse av verktøyet og fungerer med ekstremt begrenset fri tilgang til skjæreområdet.
Endekranholderen krever mer innsats ved skjæring - for å lette arbeidet er det innebygd en skralle i verktøyet, som pålitelig fester kutteren for å flytte håndtaket.

Visninger
Når det gjelder størrelsen (den indre diameteren) til det gjengede hullet, i henhold til den innenlandske GOST, skiftenøkler for kraner i området M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, M8-M25 og en rekke andre er utbredt på markedet ... Jo kraftigere og tykkere knotten er, jo mer kraft kan mesteren bruke på kranen. Av design, i tillegg til de nevnte endekranholderne, er det på håndkuttermarkedet en holder for en prismekran, samt en universal.


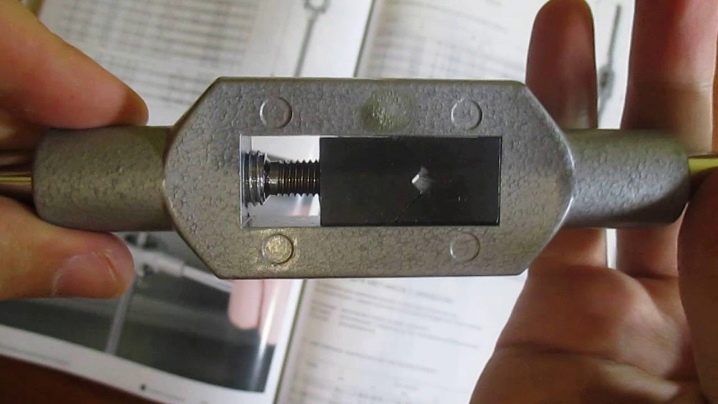
Prismatisk kranholder - to overlegg i rammen, mens den ene passer inn i den andre, som elementer av en mosaikk eller puslespill. Rektangulære prismer, som er lukket, danner et ubesatt firkantformet gap i midten, hvor en kutter med et skaft av samme form og størrelse er satt inn.
Dette ligner på veivvognsystemet på en sykkel: festingen av pedalene på akselen til bøssingmekanismen er i dette tilfellet et firkantet gap som vognstangen settes inn i (og strammes med en mutter eller bolt).

Kranen oppfører seg på samme måte når den er festet i kranholderen. Stramming av skaftet i holderen utføres ved hjelp av de justerbare knottstengene.
Den universelle kranholderen er det samme prismatiske glidende hjelpeverktøyet. For skjøtearbeider med endeskrallekran leveres en adapter utstyrt med slik skralle med holderen. Dette tillater bruk av begge typer fakler som er omtalt tidligere, og omgår avhengigheten til den valgte fakkelen av typen skiftenøkkelholder.


Hvordan gjøre det selv?
Den enkleste holder-knotten er laget på følgende måte.
- Bor et hull for M10-bolter i midten av et stykke (for eksempel 5 cm) av en firkantet armeringsstang med et tverrsnitt på for eksempel 400 mm2 (siden av firkanten er 20 mm).I dette eksemplet brukes en venstregjenget tap på M10 mutterskaftet. Hullet til kranen bores nøyaktig i midten (midten) av stangstykket. Er dybden på hullet halvparten eller? tykkelsen på stangen. For eksempel bores en 20 mm stang opp til 10...13 mm.
- Bruk en annen kran for å kutte trådene i dette senterhullet. Det anbefales å kutte den venstre - den høyre vil forstyrre arbeidet med en slik skiftenøkkel, kutteren vil bli skrudd av når du skjærer emner. Skru inn kranen, pass på at den "sitter" sikkert der.
- På endene av et stykke av en stang bor du de samme hullene for tverrbjelkene til skiftenøkkelen, for eksempel opptil 1 ... 1,5 cm dyp. Klipp en lignende tråd i dem.
- Skru lengdene på tappene inn i sidehullene. For eksempel er lengden på hver 10 cm. Sett på dem - for enkelhets skyld - varmekrympbare rør eller et stykke vanlig tynn slange.

Tips: Hold deg strengt til retthet når du borer. En skjevhet på minst én grad til hver side vil forårsake ulempe under drift og vil bidra til mer intensiv slitasje på både brenneren og holderen. Det anbefales at alt arbeid med boring utføres på en boremaskin, hvor firkantheten (vinkelrett) av boreslaget allerede er innstilt på fabrikken.
Hvis bunnen av holderen er laget av stålkvalitet, som brukes til fremstilling av konstruksjonsbeslag A400-A500, kan den etter kutting og testing av holderen herdes i maskinolje - på samme måte som herding av hjemmelagde kniver, sager og økser . Herdet stål er mange ganger mer slitesterkt enn uherdet stål. Tempering av knotten vil gjøre armaturet holdbart. Alternativt anbefales det å skaffe seg litt verktøystål – bruk for eksempel en ødelagt stor skiftenøkkel eller tang som emne for en skiftenøkkel. Boring og saging av kragebasen utføres med en bor og en diamantbelagt skive.


Fremstillingen av en prismatisk holder er noe mer komplisert. Halvdelene av klemplatene, drevet av skiftenøkkelen, skjerpes på en fresemaskin, noe som i stor grad vil lette denne behandlingen av skiftenøkkelen med en CNC-maskin. Bruken av laser- og freseskjæring er omtrent den samme - presisjonen til CNC-enheter gjør det enkelt å kopiere et stort antall identiske deler. Halvdelene som trykker på kranen er laget av en tykkvegget plate (10-20 mm) av stålplate.


Videre er halvdelene plassert i en ramme sveiset av en U-profil, hvor det bores hull for de manuelle halvdelene av sveiven. Men halvdelene kan kobles sammen uten en ramme - de samme gjengede stengene til skiftenøkkelen vil gi den den mest stabile posisjonen, takket være hvilken kranskaftet klemmes grundig. Halvdelene av klemmen er boret mot koaksialt: de innskrudde tappene, som mesteren tar når han trer inn arbeidsstykkene, går gjennom den første halvprismen - fra den ene siden - og halvparten går inn i den andre.
Skrallemekanismen er mye lettere å produsere, siden skralleen også vil kreve en del der ett eller to kulelagre er installert. Som praksis viser, er det viktigste å sikre brukbarheten og holdbarheten til holderknappen i mange år. Det sofistikerte lagerdesignet er en løsning for håndverkere som har bestått første nivå av erfaring med å lage håndverktøy på egen hånd i en garasje.














Kommentaren ble sendt.