Blyskrue oversikt

En oversikt over blyskruene er svært viktig for en rekke mekaniske systemer og applikasjoner. Det er slike modifikasjoner med en mutter for sumpbiler, trapesformet for en løfting og dreiebenk, for en skrustikke, for CNC-maskiner og andre typer. De er forskjellige i festemetodene.


Hva trengs det til?
Blyskruen brukes oftest i verktøymaskiner der gjenger kuttes. Dens rotasjon blir til en translasjonsbevegelse av støtten på grunn av modermutteren. For å kontrollere vridningshastigheten, det vil si intensiteten på fôret, brukes en spesiell boks. En spesiell mutter er nødvendig for arbeidet med blyskruene. Moderne design garanterer bevegelse av deler med presis presisjon.
Når det gjelder propellene for sumpgående kjøretøy, spiller de i dette tilfellet en helt annen rolle - de er støpte rostrukturer. Suspenderte motorer er utstyrt med slike produkter. Store leverandører har vanligvis et betydelig lager av slike deler på sine lager.
Skruestikkens blyskruer spiller også en viktig rolle. Alle slike deler er laget av stål av høy kvalitet, ofte ferdigstilles de ved hjelp av dreiebenker.

Det er umulig å regne med å få en blyskrue hjemme. Selv om du kan kjøpe en eller annen modell av en dreiebenk, vil du fortsatt trenge andre verktøy, spesielle kuttere som lar deg danne tråder av nødvendige størrelser og typer. Hovedrollen til skruen er å opprettholde en lineær bevegelse. Størrelsen på delene har sine egne begrensninger, som bestemmes av skrustikkens utforming. Men blyskruer kan også brukes til ulike typer CNC. Disse detaljene utfører igjen den viktigste funksjonen - transformasjonen av bevegelse.
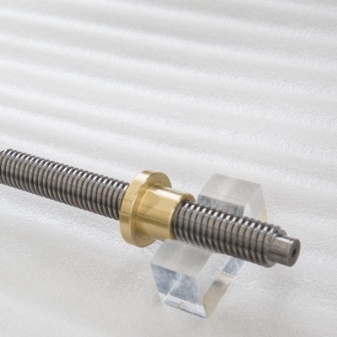
Ledskruen i moderne maskiner kan variere i forskjellige design. I hjemmelagde prøver brukes noen ganger en gjenget stang. Et mer perfekt alternativ er "skruemutteren". Noen ganger tar de også en trapesformet skrue, men til tross for den økte styrken er denne typen ligament ganske dyr, og brukes derfor mindre og mindre. Ledskruen kan også brukes som en del av en løftemekanisme. Også lignende komponenter er vanlige deler:
- gjengedrift i en skruepresse;
- andre typer presser;
- matere av ulike verktøy.


Typer og egenskaper
Beskrivelsen av parametrene til blyskruene er passende for å starte med det faktum at de alltid brukes som en integrert del av en mer kompleks mekanisk kjede. Nøyaktigheten av bevegelse av individuelle deler av mekanismer avhenger av deres kvalitet og overholdelse av nødvendige parametere. Det viktigste karakterkriteriet er trådseksjonen. I de fleste tilfeller brukes trapesformede kutt. Denne tilnærmingen gjør det mulig å oppnå mye høyere mekanisk styrke enn i andre tilfeller.
Hvis en delt mutter brukes i tillegg, vil det være mulig å justere de aksiale klaringene nøye. Klargjøring og sliping av trapesformede gjenger er ganske enkelt. Men i en rekke situasjoner vil en rektangulær tråd være mer attraktiv. Det lar deg minimere den radielle utløpet av skruen, slik at avviket fra den optimale banen også reduseres.
Slik ytelse er spesielt verdifull i de teknologigrenene hvor nøyaktigheten av bevegelser er i utgangspunktet.

Det trapesformede sporsystemet er typisk for glidende tannhjul. I dette tilfellet er små profilvinkler veldig nyttige. Oftest brukes et middels skjæretrinn, og små og store brukes til spesielle oppgaver. Et fint trinn anbefales for relativt nøyaktige og langsomme mekanismer. Stor - i tilfeller der det er en betydelig belastning.
Den moderne verktøymaskinindustrien bruker i økende grad "rullende skruepar". Spesielt mange av disse delene brukes i programvarestyrt utstyr. I dette tilfellet er blyskruen kombinert med en mutter. For at de skal parres tydelig, brukes spesielle baller. Skrueparet kan ikke bremse selv; den brukes når du konverterer en roterende bevegelse til en translasjonsbevegelse og når du skifter tilbake.


I festemidler av den klassiske typen brukes vanligvis en enkeltstarttråd. Det hele består av en enkelt spiral, intervallene mellom svingene er strengt tatt de samme. For omdreining av mutteren skjer et skift på en strengt definert avstand. En flerstarttråd er dannet av to eller flere spiraler. Prinsippet om å holde samme avstand er fortsatt observert, men det er et større gap mellom svingene i hver spiral enn mellom svingene fra forskjellige spiraler.
De tekniske egenskapene til utstyret det er installert i avhenger av materialet og dimensjonene til maskinvaren. For eksempel, for jekker, vil denne indikatoren være den totale lastekapasiteten. For fremstilling av blyskruer kan nitrerte stål av kvaliteter brukes:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Det er slike dimensjoner som:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (og noen andre alternativer).
For å fortsette samtalen om dimensjonene til blyskruene uttrykt i mm, er det verdt å påpeke modellen TR30x6 (som navnet tilsier, er tverrsnittet 30, og kuttetrinnet er 6 mm). Den totale lengden på produktet er 3000 mm.
Du kan også finne design med en diameter:
- 160 mm;
- 20 mm;
- 8 mm (og noen andre verdier).


Monteringsmetoder
I noen tilfeller brukes enkle lagre av modell 61701 eller deres eksakte motstykker for å styrke strukturen. Strammingen bør gjøres forsiktig, med valg av pakninger for å unngå fastkjøring. Bilsonder brukes til fremstilling av pakninger. Den trapesformede skruen er festet i lagerkonsollen med passende størrelse muttere. En mer nøyaktig og effektiv løsning er maskinering av endene.
Det er veldig vanskelig å gjøre en slik manipulasjon med kuleskruer - de har herdede overflater. Det vanlige metallet til en vanlig skrue, spesielt på grunn av den trapesformede formen, behandles uten problemer. I alvorlige tilfeller brukes teleskopisk beskyttelse av understellets fester. Den leveres vanligvis for hver enkelt dreiebenkmodell separat. I girkasser hjelper spesielle mansjetter å beskytte blyskruene.


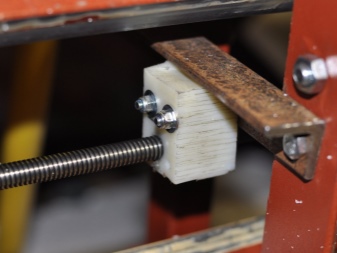
For fremstilling av slike mansjetter brukes nøye utvalgte materialer med økt slitestyrke. Hvis beregningen og nøyaktig behandling av blyskruen for de nødvendige dimensjonene er vanskelig, må du bruke spesielle ferdige sett. Når du selv produserer festemidler, må du også lage en tilsvarende mutter. Når det gjelder en dreiebenk, er det nødvendig med en dobbel mutter, fordi en enkelt mutter kan bli sterkt påvirket av gapet som oppstår under produksjonsprosessen eller under drift.
Hullet ved montering av ledeskruen på maskinen må lages med en toleranse for etterfølgende pressing. Skaftet kan skyves. Ja, under håndverksmessige forhold er det ganske vanskelig å nå et slikt nivå (for eksempel h6 / L0), men det er veldig viktig.


Ellers, på grunn av uoverensstemmelse i kvalitet, vil det være et urimelig sterkt tilbakeslag, og man kan ikke stole på nøyaktigheten av maskinens drift. Selve innpressingsprosedyren hjemme er fullt mulig hvis du bruker en litt modifisert lageravtrekker.
Hullet skal være glatt. Overflateparametere - ikke dårligere enn Ra 0,64. Derfor er det garantert at du ikke kan klare deg uten hjelp fra fagfolk. I noen tilfeller brukes i tillegg gjengeforsegling for å hindre at den løsner.
Hvis de kuttede endene er for "smale", må du enten legge på et ikke-dobbelt lager på hver side, eller bore halsen i større grad.

I den neste videoen venter du på virvelskjæringen av blyskruen til 16K20 dreiebenken.













Kommentaren ble sendt.