Hvordan bruke et mikrometer?

Det er situasjoner når du trenger å vite den nøyaktige størrelsen på en del, ned til hundredeler eller til og med tusendeler av en millimeter. Slike er for eksempel instrumenter for presisjonsmekanikk, der nesten hver eneste mikrometer er viktig. For dette brukes enheten med samme navn, der stresset faller på en annen stavelse.

Regler for bruk av ulike typer
I sin enkleste form er et mikrometer et måleapparat med minst tre linjaler. Den ene, den viktigste, teller hele millimeter. Den andre, forskjøvet med en halv millimeter i forhold til den første, lar deg måle bredden (tykkelse, høyde) på delen med en nøyaktighet på 500 mikron. Den tredje, gjenget, har et referansepunkt (null), i forhold til hvilket trommelen roterer. Den roterer rundt enhetens hovedakse - og har 50 inndelinger, som ligner på millimeter. I dette tilfellet er målenøyaktigheten 10 μm (0,5 mm / 50 = 0,01 mm). Det enkleste analoge (mekaniske) mikrometeret opererer på et skruepar, som er en skrustikke, hvor arbeidsstykket, tråden eller stålplatestykket som skal måles fastspennes.

Enhet
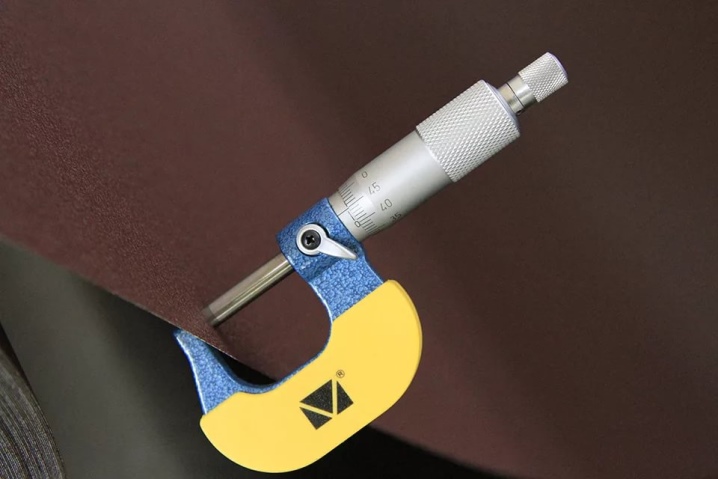
Applikasjonsspesifikke mikrometre har sine egne egenskaper. Så, et glatt mikrometer som måler 0–25 mm med en mekanisk eller digital måler består av følgende deler.
- brakett - et lagerelement for en fast del;
- stopp - festet på enden av braketten og strengt vinkelrett på overflaten av den fastklemte delen;
- skrue - opptil titalls ganger lengre enn braketten, roterer på en fast skruebase og er også vinkelrett på den fastklemte delen; den beveger seg innenfor måleområdet lik 2,5–7,5 cm for mekaniske mikrometer;
- stopper - forhindrer at skruen dingler;
- målebase (stamme) - inneholder to grove måleskalaer (nøyaktig til en halv millimeter); det ser ut som en hul sylinder der et skruepar roterer, holdt av spesielle festemidler;
- trommel - grunnlaget for nøyaktig måling, som roterer med skruen og inneholder en skala for nøyaktig måling (opptil 0,01 mm);
- skralle - begrenser kraften som påføres den målte delen;
- referansedel for verifisering - brukes til å justere et feiljustert mikrometer; følger med enheten.

Nøyaktighetsklasse
I hverdagen er nøyaktighet større enn 0,01 mm neppe nyttig. Men i produksjon - spesielt i presisjonsmekanikkfabrikker - og blant håndverkere med smale profiler, regnes divisjonsprisen på 1 mikron (0,001 mm) eller 100 nm (0,0001 mm) som normen, som hovedsakelig kan oppnås på mikrometer med digital skala . En enda høyere nøyaktighetsklasse brukt i produksjon av nanomaterialer som brukes for eksempel i mikrokretser - partiet er ikke mikrometer, men helt andre mekanismer og enheter.


Hvordan er andre typer mikrometer ordnet?
Alle typer mikrometre fungerer etter samme prinsipp. Det mest kjente bruksområdet er identifisering av defekte deler som kan forårsake sammenbrudd i mekanismene der de brukes. Men målenøyaktigheten - opptil 10 mikron - oppnås på forskjellige måter.
- I et spakmikrometer er den roterende trommelen erstattet av en peker. Fordelen med en måleur er en økning i hastighet, gjennomstrømning på stadiet for å kontrollere deler med et mikrometer: det er ikke nødvendig å kikke inn i divisjonene.

- Tellemikrometer (klokke- eller skivetype) - lik de som brukes i elektromekaniske målere og kassett- (eller spole-til-spole) båndopptakere - kalibrert og brukt på samme måte som den klassiske. Rotasjon av tall i telleren utføres trinnvis. Å endre ett siffer til et annet er delt inn i 10 ekstra inndelinger (posisjoner) - takket være tellehjulene, som øker målenøyaktigheten fra ti til en mikron.

- En spesielt nøyaktig sensor er installert på digitale modeller, som gir en gradering i enheter på mikron. Fordel - målenøyaktighet er 1 mikron, feil er praktisk talt utelukket. Et slikt produkt er ikke dårligere enn den forrige typen - avlesningene til enheten leses nesten umiddelbart. Det er ikke nødvendig å legge til avlesninger - sensorer og en mikroprosessor utfører dette arbeidet "on the fly".

- Lasermikrometre er høyere enn digitale når det gjelder nøyaktighet. Laserstrålen skjules av delen, den fanges opp av en fotomatrise med høy presisjon, som sender den resulterende stråleavbøyningen til ADC og deretter til prosessoren og skjermen. Målingen tar mindre enn 1 sekund.
Men lasermikrometeret tåler ikke støt og vibrasjoner og krever regelmessig justering. Det er kritisk selv til det minste støv, og de vil ikke være i stand til å måle de indre dimensjonene til delene.

For spesifikke oppgaver
Høyt spesialiserte mikrometre har sine egne egenskaper.
- Tannmåleren har avkuttede koniske dyser, slik at du kan bestemme gapet i sporene, størrelsen på tannen til et gir eller gir. Teoretisk sett er det mulig å konvertere et vanlig (glatt) mikrometer til et kodometer ved å installere spesielle hetter av en viss lengde på skruen og hælen. I form ligner de forsenkede skruehoder - i det enkleste tilfellet kan de være laget av nettopp slike skruer, deretter sveiset til hælen og skruen. Ved måling trekkes lengden på dysene fra den som måles av enheten omregnet på denne måten. Dette vil legge til en ekstra beregningshandling til målingene. I tillegg bør det originale mikrometeret ha en propellkraftreserve ikke med 2,5 cm, men mer, for eksempel med 5–7,5 cm.
Ikke delta i amatørforestillinger - det er bedre å umiddelbart kjøpe en ferdig mikrometer-tannmåler, som produsenten allerede har justert skalaene og null.

- "Rør"-mikrometeret er etterspurt blant ansatte ved ledelseskontorer. De måler tykkelsen på rørveggene for å bestemme slitasjen. Den har adaptere som lar deg måle diameteren og tykkelsen på rørveggen, dekket med rust. Disse dysene tillater også detaljert dimensjonering av stumpede rør med variabel veggtykkelse. Det er lett å avvise rør og rør som har fått avvik fra standard veggtykkelse med en "rør"-anordning på støpe- og valsestadiet. Rørmikrometeret skiller seg fra det vanlige (glatte) mikrometeret med en spesiell stopp (hæl), som er plassert ikke vinkelrett, men parallelt med det fastklemte røret. Denne sonden berører den indre overflaten av røret punktvis, noe som sikrer nøyaktig måling. Måleoperasjoner er ikke forskjellig fra de med et jevnt mikrometer: samme skrue og skralletrommel, når den utløses, får du ønsket diameter eller rørveggtykkelse.

- En platetykkelsesmåler har en grunnere hæl enn en konvensjonell mikrometer, men skruen har omtrent samme diameter som skruen til en konvensjonell enhet. Graderingen her er mye mer nøyaktig enn for et konvensjonelt produkt. Stiften ved "listometeret" er strukket langt ut til siden, som et langt U-formet rør. Dyser for en slik enhet leveres i to versjoner: smale (for de tilsvarende delene og arkene) og langstrakte (mål tykkelsen på brede og langstrakte arbeidsstykker).
Det anbefales ikke å måle ark med et vanlig mikrometer - det vil presse dem gjennom med sin smale skrue. Her trengs kontaktflaten flere ganger større enn når man tar mål fra lagre og bor.
- Det universelle mikrometeret leveres med fester for ulike typer deler. Den måler både diameteren på lagerkulen og diameteren på arket med lik nøyaktighet. Den har en stor propellreisereserve - opptil 10 cm, noe som gjør den "altetende": den kan måle en ball, ark, tverrmål på profilstolper og strukturer - og til og med måle hodet på en jernbaneskinne fra alle sider.

- Wire - egnet for wire, bor, kuler og andre små deler med sirkulært tverrsnitt, som lett kan brytes av klemmen til et vanlig mikrometer.

- Prismatisk - gjør det mulig å måle tykkelsen på nedstigningen til knivbladet. Dysen for den er laget i form av en kontur som gjentar spissen med en 30-graders helling. Enkelt sagt er det en dobbel hæl med bakker. Samtidig er skruen spiss, men spissen er litt sløvet. Settet inkluderer tilbehør for en annen nedstigningsvinkel, inkludert for "single-pitch" sliping av kniver, for eksempel som gressklipperkniver.

- Et spormikrometer måler dybden og diameteren til hull boret i vegger og støtter. Målingen utføres ved hjelp av en spesiell uttrekkbar sonde med en liten hette på enden. Dette gjør at mesteren, uten å overbore eller bore hullet på nytt, kan velge en passende selvskruende skrue for ham.

- Gjengemåleren måler dybden på gjengen. Den inkluderer innskrunings- (og skru-på) dyser med koniske ender eller med to-tannshoder.

- Multiscale mikrometer har en ekstra skala. På avstand ligner den en kalipermåler, men den har en betydelig forskjell. Det er som to (tre, flere) mikrometer i ett - identiske, klassiske mikrometriske mekanismer på en felles brakett forlenget langt til siden. Med en kraftreserve på opptil 10 cm kan du måle et arbeidsstykke med vinkel, T-stang eller skinneprofil i ett trinn.
Eventuelle profilstrukturer med en kompleks tverrsnittsform, som minner om en bokstav eller en enkel hieroglyf, er også mottagelig for akselerert måling.

- Varmvalsing er en egenskap ved et metallurgisk anlegg. Den lar deg måle tykkelsen på et nylig herdet produkt i formen gitt til det. I stedet for en skrue inkluderer en slik enhet et merkehjul. Hælen er fjærbelastet, har en tverrgående langstrakt (og ikke rund, som i et enkelt produkt) form. Driftsprinsipp - mikrometeret rulles over et ark eller en profil, slik at du kan oppdage defekter (spon, krumning) på en nystøpt billett.

- Innvendig måler - fungerer sammen med maskinen når delen er maskinert på den indre overflaten. Sondene, som har en jevn krumning og en landingsstørrelse som avtar mot enden, settes inn i det behandlede røret eller røret, eller en hvilken som helst annen del som roterer i festemekanismen til maskinen. Dette fremskynder arbeidet til dreieren - det er ikke nødvendig å fjerne delen fra kvernen dusinvis av ganger for å være sikker på at delen har fått ønsket form.

Uansett mikrometer - når du kjøper et produkt, be selgeren sjekke det. Det vil være en betydelig fordel å kontrollere diameteren eller tykkelsen til den samme delen ved hjelp av en annen, samme eller lignende enhet.
Nøyaktig kontroll under kjøpet er nøkkelen til vellykket og langsiktig bruk av produktet.
Hvordan sette opp og sjekke nøyaktigheten?
Denne måleenheten er en av de som kalibreres uten feil før målinger, siden vi snakker om mikron, ikke millimeter. Hvis du bærer den uten etui eller etui, kan et utilsiktet fall påvirke nøyaktigheten. Verifikasjonsteknikken, til tross for den tilsynelatende kompleksiteten til en nybegynner, er veldig enkel. Følg noen få trinn for å nullstille et konvensjonelt 0-25 mm mekanisk mikrometer.
- Sørg for at enheten er ren – sjekk spesielt gripeflatene på hælen og skruen. For å fjerne rusk og fett er et rent papirark best egnet - plasser det mellom klemmene på enheten og vri trommelen til den stopper.
- Snurr trommelen tilbake.Gjenta dette trinnet flere ganger etter behov, og flytt papiret til overflatene som skal lukkes er klare. Justering uten å rengjøre disse overflatene er umulig - faste partikler vil ikke tillate deg å stille inn nøyaktigheten.
- Sjekk at bøylen og hælen er godt festet. De skal ikke dingle. Hvis dette ikke er tilfelle, må instrumentet repareres, hvor braketten igjen er sikkert festet, og parallelliteten til klemflaten til skruen og hælen tilbakestilles.
- Skru inn trommelen helt uten delen - inntil det tredje, fjerde eller femte klikk på skralle. Sørg for at alle skalaer er på linje med nullmerkene.
- Hvis for eksempel merket på trommelen ikke sammenfaller med null, juster basen (stammen) ved å vri den med spesialnøkkelen som følger med i settet. Nøkkelen brukes på et instrument der skruen holdes med en ekstra mutter eller en sekundær (støtte) skrue med en spesiell fordypning.
- Kontroller nøyaktigheten av målingene ved å holde referansedelen med et mikrometer - i gjennomsnitt også opp til 4. klikk på skralle. Det er ved dette du kan kalibrere selve enheten. Mikrometeret er vellykket konfigurert og klart til bruk.
Viktig! Hvis du mister enheten, vil den ikke forårsake mye skade. Etter å ha kalibrert nullmerkene, kan du bruke den igjen. Disse enhetene er laget av høykvalitetsverktøy og rustfritt stål.

Hvordan måle riktig?
En skralle er innebygd i trommelen på enheten. Når du måler tykkelsen eller diameteren til en del, så snart den er litt klemt av klemmene, høres det første klikket. Dette er "sannhetens øyeblikk" - slutt å snurre trommelen og tell den resulterende størrelsen i divisjoner. Instruksjonen er ekstremt enkel og ser slik ut:
- plasser delen mellom skruen og stopperen;
- snurrer trommelen til skrallen klikker.
Ytterligere innskruing av trommelen med kraft etter å ha klikket på skralle kan løsne trommelens spiralformede spor. Hvis dette feil trinnet gjentas mange ganger, vil mikrometeret begynne å spille med tiden - trommeltråden vil forringes. Ingen av de mest nøyaktige nullstillingene vil gjøre påliteligheten til målinger på den uberørt, etablert av produsenten. Det vil bli umulig å måle med en skadet enhet.


For tynne ledninger laget av myke metaller og legeringer - for eksempel kobber, aluminium, tinn, bly eller loddetråd - vil mikrometerputene flate ledningen med 0,01–0,15 mm, og måleresultatet vil være unøyaktig. Herdet stål og pobedite-legering er mye mer motstandsdyktig mot skralle. En slik ledning vil tåle gjentatte målinger uten problemer, uten å flate ut i diameter med en mikron - forutsatt at du ikke fortsatte å komprimere den etter kontrollklikket på trommelen.
Funksjoner ved bestemmelse av indikasjoner
Det er også ekstremt enkelt å ta avlesninger av enheten. For eksempel målte du diameteren til en herdet ståltråd, som, etter et klikk under rotasjonen av trommelen, ble etablert følgende merker:
- 3 mm på den første linjalen;
- mellom 0,5 og 1 mm for den andre;
- «Spinneren» har stoppet på rundt 5 divisjoner.
Følgelig er diameteren på trådstangen din 3 + 0,5 + 0,05 = 3 mm 550 mikron (mikron). I millimeter - 3,55 mm. Hele svingen som gjøres av presisjonstrommelen er 0,5 mm.
Du lærer hvordan du bruker mikrometeret riktig i videoen nedenfor.









Kommentaren ble sendt.