Alt om filer

Til tross for tilgjengeligheten av et stort antall elektriske verktøy, kan noen av håndverktøyene ikke erstattes. En fil er en av disse enhetene som kan brukes til et bredt spekter av arbeid. Mange vanskeligheter oppstår med valget av et passende alternativ, siden klassifiseringen utføres i henhold til en rekke kriterier.


Hva det er?
En fil er et håndverktøy, hvis hovedformål er å gradvis fjerne materiale. Hvert år dukker det opp flere og flere alternativer, noen egner seg for arbeid med metall, andre med mykere materialer.
Plasseringen av et stort antall skjærekanter gir mulighet for sliping. På samme måte kan du utføre følgende handlinger.
- Juster produktet til visse parametere. De kan kalles dimensjoner, form, samt klassen av overflateruhet. Det bør huskes at med en fil vil det være mulig å fjerne bare noen få millimeter materiale.
- Forleng diameteren på det indre hullet. Denne prosedyren ligner kjedelig, som bare kan utføres med en rund arbeidsflate.
- Forkort delen. Endeflaten files ofte for å endre lengden.



Hoveddelen er laget av spesielt hardt stål. Dette bestemmer at arbeidsflaten er hardere enn arbeidsflaten.
Det aktuelle verktøyet er produsert i samsvar med GOST. Hvis den ikke oppfyller de fastsatte kravene, reduseres levetiden flere ganger.
Moderne filer er et komplekst verktøy som må oppfylle alle kravene. De er som følger:
- skjærekanten skal være laget av en legert legering som ikke vil ruste selv ved høy luftfuktighet;
- hardhetsindikatoren er valgt avhengig av hvilket arbeidsstykke som skal behandles;
- verktøyet må være komfortabelt, ligge godt i hånden, ellers vil det være vanskelig å utføre arbeidet effektivt;
- arbeidsdelen må ha nøyaktige dimensjoner, feil er ikke tillatt.



Filer finnes også som vedlegg for elektrisk verktøy. Forskjellen deres ligger i fraværet av et håndtak, i stedet for hvilket en spesiell skaft er laget, noe som sikrer den nødvendige påliteligheten til forbindelsen.
Materialer (rediger)
Alle typer filer kan klassifiseres som skjæreverktøy, som er preget av tilstedeværelsen av et håndtak og en fungerende del. Kontaktdelen på arbeidstidspunktet er som regel laget av stål. Det mest utbredte er verktøystål.
- Karakterene 13X og SHX15. Legering øker de grunnleggende egenskapene til metallet, for eksempel styrke. Legering forbedrer også metallets motstand mot høy luftfuktighet.
- U13A og U10A anses som forbedrede ulegerte legeringer. De er dårligere i sine egenskaper enn legerte legeringer, men er mye billigere.
Overflaten behandles ved herding. Dette gjøres for å øke hardheten til 58 HRC. Ved fremstilling av verktøy for bearbeiding av tre eller plast brukes mindre harde legeringer.


Spesiell oppmerksomhet bør rettes mot håndtaket. Den kan også lages av en rekke materialer.
- Rimelige tilbud er laget av plast. Den er preget av lav styrke, men samtidig er den lett og reagerer ikke på høy luftfuktighet eller temperaturendringer.Ulempen er at med et slikt håndtak vil det ikke fungere å overføre en stor innsats til arbeidsdelen.

- Tre har vært brukt i mange år. Den har tilstrekkelig styrke, men på grunn av miljøpåvirkning mister den sine egenskaper over tid. Nylig er trehåndtak ekstremt sjeldne.

- Metallhåndtak er de sterkeste og mest holdbare, kan brukes til å overføre mer kraft. Ulempene er økt vekt og pris på verktøyet.

Det er typene materialer som brukes som bestemmer filens levetid, egenskapene til lagringsforholdene og noen andre punkter. Det anbefales ikke å kjøpe billige produkter som er produsert uten å ta hensyn til GOST-standarder.
Visninger
Filer kan klassifiseres i henhold til et stort antall egenskaper. Den viktigste funksjonen er typen hakk. Dette øyeblikket bestemmer hva slags arbeid som kan utføres, hvordan laget skal fjernes fra overflaten. Når du lager et filverktøy, blir de veiledet av GOST 1465-59. Hakktypen lar deg løse et visst spekter av oppgaver, det er flere alternativer:
- enkel;
- tverrgående eller doble hakk;
- rasp eller spiss;
- bue.
Det er vanskelig å visuelt skille typen hakk, men det er mulig å nøyaktig bestemme typen av produsentens beskrivelse eller de påførte merkingene. Noen varianter er designet for spesifikke oppgaver.


En tilleggsklassifisering gjelder størrelser. I følge GOST 1465-59 er det 6 tall.
- Stort nummerert 0 og 1 brukes til grov overflatebehandling. Ved riktig bruk kan et lag på opptil 0,1 mm fjernes i én omgang. Kan ikke brukes til presis behandling. Grov håndtering av verktøyet fører til at tennene fliser av overflaten.
- Når du bruker et verktøy med hakk 2 og 3 mer presisjon kan oppnås. I en omgang fjerner den opptil 0,06 mm. En høy grad av ruhet kan ikke oppnås.
- Etterbehandlingen utføres med et verktøy med hakk 4 og 5. Dette alternativet er egnet for å fullføre graden av overflateruhet, men ikke for å endre størrelse på produktet.
Informasjonen ovenfor indikerer at en lang rekke applikasjoner kan utføres med filen. Verktøyet er upretensiøst, men det må velges riktig avhengig av oppgaven.



Enkelt kutt
Den enkleste versjonen med et enkelt kutt. Et spesielt trekk ved prosedyren for behandling av myke metaller og plast er den raske fyllingen av rommet mellom skjæreelementene. Det er veldig vanskelig å rengjøre sporene.
Det er et enkelt hakk som lar deg jobbe over en lang periode. Samtidig er det ingen alvorlige problemer med å rengjøre overflaten.
Arbeidsdelen er vanligvis laget av et mykere, rimelig metall.

Tverrsnitt
Den doble utformingen er effektiv for arbeid med harde legeringer som støpejern eller bronse. Denne plasseringen av skjærekanten sikrer høy produktivitet.
Spon fra hardmetall vil ikke tette furene. Derfor kan skjæringen av overflaten utføres over en lang periode.

Punktkuttet
Dette alternativet er alltid stort. Store hakk lar deg jobbe med gummi, tre, lær og andre lignende materialer.
Det bør man ha i bakhodet med en økning i størrelsen på skjærekanten, reduseres kvaliteten på den behandlede overflaten betydelig.
Dette alternativet er ikke egnet for en jevn finish.

Typer
Et instrument kan klassifiseres etter en rekke kriterier. Metallfiler er delt inn i flere typer.
- Gourmet. Det er ca. 5-12 hakk per 10 mm av arbeidsflaten. Den ru overflaten er veldig høy når du bruker dette alternativet. Men ettersom størrelsen på tennene øker, fjernes mer materiale i én omgang.

- Personlig. Denne varianten, også med et sparsomt arrangement av tenner og store hakk, er egnet for rask behandling av et produkt, endre form og størrelse. Antall tenner når 25 stykker.

- Fløyel. Denne klassen kjennetegnes ved at det er ca 80 tenner per 10 mm. Når du bruker det, må du være forsiktig, for mye kraft kan skade verktøyet.

Som regel utføres overflatebehandling i flere trinn. Til å begynne med bruker de alternativer med store tenner, etter - med små. Merket indikerer ofte ikke bare typen materiale som brukes i produksjonen av arbeidsdelen, men også formen.
De mest utbredte er rettealternativer. De er billigere, passer for de fleste jobber.
Et lite verktøy har stor nøyaktighetsklasse, men store deler tar lang tid å bearbeide.


Klassifisering kan også utføres i henhold til formen på arbeidsdelen - for eksempel firkantet og tarert, rombisk. I en egen gruppe vil vi inkludere gjenget, designet for bearbeiding av en slik overflate. Den halvsirkelformede ser noe uvanlig ut, den brukes til å fjerne metall fra det indre hullet. Det er en Cape og pneumatisk versjon, som oftest brukes i fabrikker, den tynne er egnet for å fjerne et lite lag med metall.

Generell
Denne typen fil er den mest brukte. Lengden er ca. 50 cm, den er effektiv når du trenger å fjerne opptil 1 mm metall.
Formen kan variere betydelig. Flate versjoner er egnet for å fjerne metall fra flate overflater, trekantede brukes til å arbeide med indre spor.


Spesiell
Noen deler har komplekse vinkler og skråninger, en taggete overflate. En uvanlig arbeidsdel lar deg fjerne metall fra overflaten av spor og spor.
Sanitærverktøyene er utstyrt med de største tennene. Lav nøyaktighet bestemmer muligheten for å bruke en fil i den innledende fasen av arbeidet.


Nålefiler
De minste filene kalles filfiler. De er små og presise, egnet for å endre størrelse eller grove overflater.
Ved fremstilling av nålefiler brukes stålkvalitet U12 eller U12A. På grunn av ekstra varmebehandling oppnås en hardhetsverdi på 60 HRC. Formen på arbeidsflaten er betydelig forskjellig, den velges avhengig av oppgaven.

Rasper
Rasper er mye brukt når du arbeider med myke metaller som aluminium. Arbeidsstangen er et støpt produkt laget av U7A eller U10A legering, overflatehardhet - ikke mer enn 40 HRC. Standard lengde er ikke mer enn 35 cm.
Rasper av forskjellige former er laget. Den flate typen kan ha en skarp eller stump spiss, runde og halvsirkelformede former kan inkluderes i en egen gruppe.

Skjemaer
En annen, ikke mindre viktig klassifisering, gjelder formen på arbeidsflaten. Det velges avhengig av egenskapene til det bearbeidede produktet. Følgende varianter skilles ut.
- Flat fikk den mest utbredte bruken, da de er beregnet på behandling av vanlige overflater, for eksempel fliser.

- Rund egnet for arbeid med innvendige hull. Arbeidsdelen er laget i form av en stang, som avsmalner fra endeflaten.

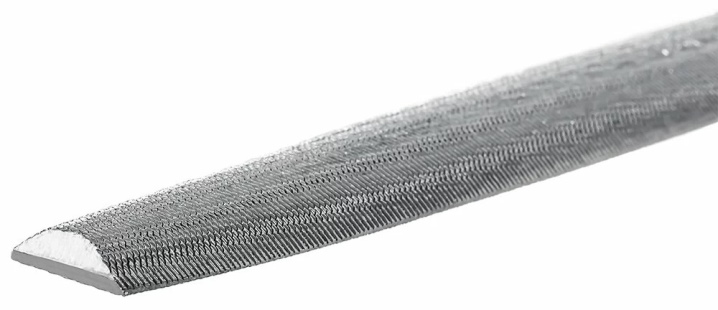
- Halvsirkelformet kan kalles det mest allsidige tilbudet.
- Trekantet brukes til å jobbe med riller og kanter. Den resulterende kanten har tenner som behandler overflaten.

- Torget lar deg bruke mer kraft, siden arbeidsdelen beholder den nødvendige stivheten selv under langvarig arbeid.

- Spesiell produsert for bearbeiding av visse produkter, kan ha en bestemt arbeidsdel.

- Hacksag kan brukes til å slipe produkter.

- Diamantformet er designet for å fungere med komplekse kanter.

Formen avgjør hvilken overflate som kan bearbeides.
Avtale
Klassifiseringen av instrumentet utføres i henhold til formålet. Det er flere forskjellige modifikasjoner.
- Metallversjonen er den mest utbredte. Til tross for bruken av det elektriske verktøyet, kan etterbehandling ofte bare gjøres med en fil.
- Trefiler er også tilgjengelig for salg. De kan brukes til å endre formen og størrelsen på produktet, de er preget av lav hardhet på arbeidsflaten.
- Plastalternativene er billige, med en skjærekant på mindre enn 30 HRC.
- Verktøyet for filing av støpejern har økt hardhet. Dette skyldes det faktum at en slik legering er vanskelig å bearbeide.
- Keramiske filer er veldig vanlig i det siste. Keramiske produkter er preget av høy overflatehardhet, derfor er kun spesialverktøy egnet for bearbeiding.
- Filer brukes sjelden til skarphet, men du kan fortsatt gjøre denne typen arbeid.
- Bor- eller skrutrekkerfester. For å forbedre arbeidseffektiviteten kan den delvis automatiseres. Spesielle vedlegg har et spesifikt vedlegg.
Det anbefales å bruke hver type kun til det tiltenkte formålet. Ellers vil verktøyet slites raskt ut, og målet blir vanskelig å oppnå. Du trenger for eksempel ikke bruke keramikkversjonen for å håndtere en spade.


Hardhet
Hardhetsindeksen avhenger i stor grad av typen materiale som brukes. Samtidig kan ytterligere varmebehandling øke indikatoren betydelig. Rockwell-hardhet er angitt. Filer må velges riktig, ikke bare i størrelse, form, men også når det gjelder hardhet. Grunnleggende anbefalinger.
- For å øke hardheten utføres varmebehandling, noe som øker kostnadene for produktet betydelig.
- For liten hardhet blir årsaken til at arbeidsflaten slites raskt ut.
- Hardheten velges avhengig av hvilket materiale som skal behandles. For gummi, plast og tre kan indikatoren ikke være høyere enn 40 HRC. For støpejern eller herdet stål er et verktøy med en arbeidsflatehardhet på ca. 60 HRC egnet.
Denne indikatoren er angitt i merkingen. Herding bør utføres i henhold til anbefalingene, da en slik prosedyre kan øke sprøheten.

Produsenter
En viktig faktor ved valg er selskapet som produserer verktøyet. Som regel er tilbud fra utenlandske selskaper mer populære. Imidlertid er de mye dyrere.
Verktøyet av russisk opprinnelse er billigere. Produksjonen utføres av selskapet Santool og "Intek", PJSC "Metallist". I alle fall, når du velger en fil, må du være oppmerksom på at den oppfyller GOST-standardene.
En fil kan betraktes som et nesten uunnværlig verktøy. Informasjonen ovenfor indikerer imidlertid at hele sett bør kjøpes. Dette skyldes mangelen på en løsning som passer for alle. Etter å ha kjøpt et verktøy, bør pleieanbefalinger også tas i betraktning, siden hvis de ikke følges, må du kjøpe en ny etter noen få behandlingssykluser.














Kommentaren ble sendt.