Hvordan behandle plexiglass?

Spørsmål om hvordan du behandler plexiglass, hvordan du borer det hjemme, blir hørt veldig ofte. Arbeid med plexiglass på CNC-maskiner har sine egne finesser. Et eget tema er hvordan man behandler et slikt hull i tillegg. Alt dette vil tillate selv uerfarne håndverkere å unngå mange feil.

Typer behandling
Før du snakker om nøyaktig hvordan du kan behandle organisk glass hjemme, må du finne ut om hovedtypene av slike prosesser. Hvis vi generelt snakker om alle mulige alternativer, vil listen være som følger:
- kutte;
- fresing;
- sliping;
- behandling av pleksiglass ved hjelp av pimpstein;
- stempling;
- får en fold;
- dreiearbeid.



Et lignende materiale, uavhengig av spesifikk type (dette gjelder selvfølgelig også akrylglass, og laget av polyvinylklorid), er anerkjent som en type termoplastisk plast. Når temperaturen stiger, selv bare opp mot 150 grader, er det uunngåelig økt risiko for deformasjoner. Derfor regnes boring i organisk glass som en mye mer komplisert operasjon enn å polere, frese eller kutte i mål. For å bore et hull på riktig måte både på CNC og for hånd, er det nødvendig å velge boret nøye for å matche størrelsen.
Vær oppmerksom på merket til boreanordningen.

I alle fall må det huskes at organisk glass, sammenlignet med konvensjonelt glass:
- dobbelt så lys;
- sterkere;
- tåler slag mer standhaftig;
- beskytter optimalt mot spredning av varme;
- mye mer gjennomsiktig.
Som standard er akrylen dekket med en isolerende film. Den skal ikke krenkes. Når du arbeider med dette materialet, bør det overvåkes konstant slik at det ikke varmes opp for mye, noe som oppnås ved valg av verktøy og virkemåte. Alt verktøy skal flyttes så forsiktig som mulig. Enhver plutselig bevegelse kan ødelegge det delikate produktet.


Arbeidsregler
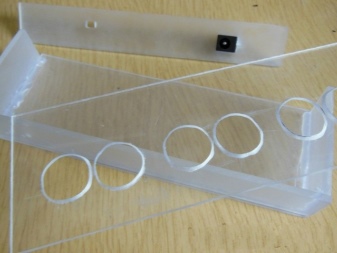
Plexiglass kan kuttes selv med elementære improviserte midler. En banal metallsag er også egnet. Under industrielle forhold brukes til og med spesielle lasere noen ganger. Men i de fleste tilfeller prøver de fortsatt å finne et slags kompromiss mellom perfeksjonen til instrumentet og dets pris. Derfor er det i praksis som regel nødvendig å bruke sirkelsager, båndsager og kuttere. Det er tilrådelig å jobbe med en båndsag der det ikke er nødvendig med et klart rett kutt (det vil si når du mottar foreløpige emner for støping).
Vridningshastigheten til beltemekanismen er 700-800 m per minutt. Der det kreves en klar, jevn kontur, anbefales det å bruke kuttere. Med sirkelsager lages presise rette kutt. Kuttlinjen vil være veldig tydelig.
Støpt akryl anbefales å sage med karbidherdede tenner; optimal rotasjonshastighet fra 800 til 1200 m per minutt.


Under industrielle forhold vil det være bedre å behandle plexiglass på høyhastighetsutstyr. Raskere kutt og lave matehastigheter gir utmerkede kanterpå. Seksjonen på skivene er 25 cm Selve skivene er laget av høyhastighetslegeringer. Vanlig jernholdig metall kan også brukes, men med herding med karbidkomponenter.
Laserskjæring er mye mer nøyaktig enn å bruke elektroverktøy. Det blir mindre avfall under slikt arbeid. Men i dette tilfellet stiger spenningen inne i produktet. Liming av slike overflater er svært farlig.
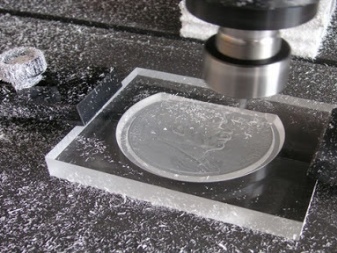
Du kan bore plexiglass med fast eller bevegelig boremaskin. Boret skal være laget av høyhastighetslegering. Den er designet for maksimal ytelse. Jo dypere boret bores, desto oftere må boret løftes. Dette vil tillate at sponene kan trekkes ut og samtidig redusere oppvarmingen av materialet. Avkjøling av skjæreutstyret med spesielle væsker eller trykkluft bidrar til å redusere farlige indre påkjenninger.


For gravering brukes i de fleste tilfeller rippere, som plasseres på strømavtakere. Selve ripperne er utstyrt med små kuttere av forskjellige profiler.
I vanskelige tilfeller brukes laserskjæreutstyr. For å gjøre graveringen bedre er bjelkens dybde begrenset.
Sliping av grovt eller deformert pleksiglass kan gjøres med våt smergel belagt med fine korundkorn. Når grovslipingen er over, behandles overflaten med poleringsblandinger som VIAM, krokus. Arbeidet utføres enten manuelt eller på poleringsutstyr. Kuttekanter og matte overflater poleres mekanisk uten problemer ved hjelp av diamantkuttere. På buede kutt og i andre vanskelige tilfeller utføres høytemperatur brannpolering. Du må jobbe så nøye som mulig og rengjøre det behandlede laget nøye; stress forhindres ved gløding, noe som letter liming eller beising.
Plexiglass skal støpes i tre trinn:
- varmer opp;
- selve støpingen;
- varmefjerning og avkjøling.


Nyttige tips
Ekstrudert organisk glass kan limes ved hjelp av:
- film lim;
- polymeriserbart lim;
- epoksy, polyester lim.
Et krumlinjet kutt lages ved hjelp av en nikromtråd eller en varm kilde. Når det gjelder dreiing, er det mest praktiske alternativet den samme modusen som for høyhastighetsbehandling av hardtre. Chips er avgjørende for å bedømme kvaliteten på arbeidet.

Ved boring bør spissvinkelen på boret være maksimalt 60 grader for tynne plater, og 70-90 grader for tykke arbeidsstykker.
Det er bedre å bøye plexiglasset etter grundig oppvarming på ønsket sted; Dette oppnås ved hjelp av et loddejern, en konstruksjonshårføner, og i deres fravær - ved hjelp av et varmt metallrør.
Ideelle øvelser:
- ha et spor med en stigningsvinkel på 17 grader;
- skjerpet på det fremre hjørnet med 3-8 grader;
- skjerpet i ryggvinkelen med 0-4 grader.
Et konisk bor vil produsere et konisk hull. Det trinnvise verktøyet vil hjelpe til med boring av sylindriske kanaler. En fresebor er tatt for å lage et langstrakt hull.



Viktig: uansett type må spissen være i perfekt stand. Det er nødvendig å begynne å bore med minimumshastighet, så når et hakk vises, går de til middels hastighet.
Bare i den siste tredjedelen av materialet er det fornuftig å bore så raskt som mulig.... Men selv da må vi ikke glemme å med jevne mellomrom senke hastigheten til et minimum. Etter å ha funnet grader, borer du dem med en mineralsteinbor ved laveste hastigheter.
Viktig: du kan bore plexiglass med en drill, men du kan ikke bruke en borskrutrekker. Hull lengre enn 10 mm og bredere enn 7 mm anbefales bearbeidet på stasjonære maskiner med vannvarmeavledning.
Hvordan kutte plexiglass, se videoen.













Kommentaren ble sendt.