Hvordan lodde polyetylen?

En av de mest kjente metodene for sammenføyning av polyetylen er sveising. Denne metoden er den mest effektive og populære. Sveising er mulig på grunn av polyetylens evne under påvirkning av temperatur til å endre tilstanden fra fast til flytende (termoplastisitet) og materialets styrke. Sveising av polyetylenplate (noen ganger kalt cellofan, dette er feil) utføres i en vinkel på 90 ° eller butt-sveising.


Måtene
De enkelte elementene av polyetylen kobles sammen ved å varme dem til smeltetemperaturen med parallellklemming. Lagene er loddet for å danne en sveisesøm. Etter avkjøling kommer en sterk kobling i ett stykke ut.
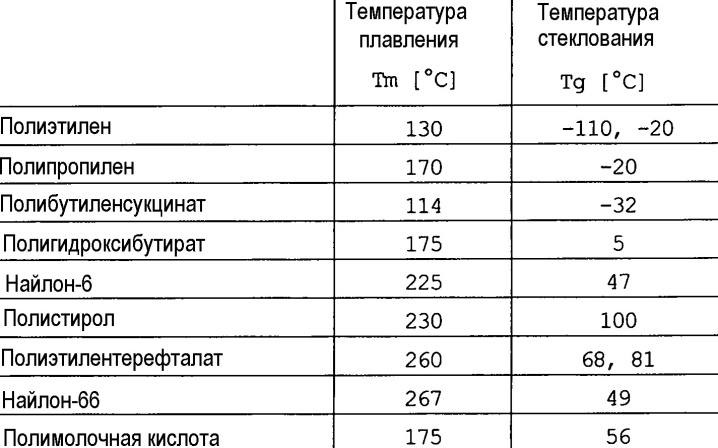
Det er viktig å vite! Smeltepunktet til polyetylen avhenger av tykkelsen (fra 30 til 200 mikron).
Når du sveiser film hjemme, er det nødvendig å følge det teknologiske regimet. Det er ganske enkelt å få en sikker søm. Når du utfører sveisearbeid, må følgende krav overholdes:
- bare materialer med samme tekniske parametere skal kobles sammen, deres kjemiske sammensetning bør ikke avvike;
- overflaten må rengjøres for smuss og urenheter;
- velg temperaturmodusen riktig: ikke høy nok vil sveise materiale med lav styrke; for høy - deformerer skjøten.


Ettersveising gjøres ikke på de gamle kantene. For videre arbeid beskjæres de. Før du starter prosessen, er det nødvendig å organisere arbeidsplassen og materialet.
For at sveisesømmene skal være så jevne og iøynefallende som mulig, må du seriøst nærme deg problemet og velge en loddemetode som vil bli mer komfortabel og rimelig for deg.
Det er de mest populære metodene for sveising av polyetylen.

Diffusjonssveising
Dette er en av de mest effektive metodene for å skjøte polypropylenplater. Denne metoden utføres på spesialutstyrt sveiseutstyr. Sveising av polypropylenplater utføres ved å legge 2 fragmenter på enheten og fikse dem. Endene av arkene vil bli presset mot den elektriske varmeren. For å få et godt resultat må arkene varmes opp i lang tid. Etter å ha nådd den optimale temperaturen, presses arkene ned med en klemme.
Sømmen som dannes av sveiseutstyret vil være veldig sterk og pålitelig.



En viktig betingelse for denne metoden er renheten og lav luftfuktighet til luftmassene i rommet.
Denne metoden er egnet for ark i alle bredder og lar deg sette sammen polypropylenplater til ruller. For store volumer vil diffusjonsbinding være avgjørende.

Ekstruder sveising
Ekstruderingsmetoden for lodding av polyetylenplater er basert på tilførsel av smeltet polymerfyllmateriale (polypropylen rund stang 4 mm for sveising) til seksjonen som skal sveises under trykk. Denne metoden innebærer tilstedeværelsen av spesialverktøy: en ekstruder. Denne enheten er utstyrt med forskjellige vedlegg som gjør det mulig å lodde veldig komplekse og massive strukturer. På den positive siden er enheten liten i størrelse. Ekstruderen er utstyrt med en automatisk oppvarmet lufttilførsel, som gjør det mulig å myke opp arkene og forhindre eventuelle feil under sveising. Denne metoden innebærer effektivitet i arbeidet, siden på grunn av den høye temperaturen (omtrent 270 ° C), er deformasjon av de indre lagene av materialet sannsynlig.


Med denne teknologien er det ikke nødvendig med noe spesielt rom, og sveising utføres direkte på arbeidsplassen på grunn av enhetens kompakthet.
En søm laget ved hjelp av en ekstruder anses å være 2 i styrke etter sveiseenheten. Ulempen med denne metoden er behovet for å kombinere polypropylen med identisk struktur, klasse, ellers vil skjøtene komme ut svake og ujevne.


kontaktsveising
Denne metoden er en av de enkleste og mest økonomiske, med dens hjelp oppnås en høykvalitets skjøt. Prinsippet er at polyetylenplatene som skal sammenføyes overlappes og varmes opp av en strøm av varm luft eller en varm kile til smeltepunktet. Den varme luften må varmes opp til de angitte verdiene, hvor polyetylenet begynner å smelte. Deretter settes filmarkene sammen med spesielle trykkruller.
Driftsprinsippet er likt for en varm kile - et varmeelement. Som et resultat av kontaktsveising av filmen dannes en sveisesøm som får 80–90 % av styrken til grunnmaterialet. Derfor, ved å bruke denne teknikken, vil du få en sterk enkelt eller dobbel søm.

En enhet som ligner på en konstruksjonshårføner brukes også. Den varmer opp filmen med varmluft og smelter den.
Enheten er lett og kraftig. Den er lett å bære, noe som gjør det mulig å jobbe med den under ulike forhold.


Filmsveising med loddebolt
Hjemme, for å lodde små biter av polyetylen, kan du sveise filmen med et loddejern. En vanlig 40–60 W husholdningsvarmeenhet kan brukes til lodding av polyetylen etter oppgradering av spissen. Spissen erstattes vanligvis med en aluminiums- eller kobberstang. Kontaktområdet kreves lite: opptil 2 mm. Det er praktisk når det er en radius for avrunding av kanten, siden den målte bevegelsen til verktøyet er gitt.

En godt skjerpet spiss gjør sveiseprosedyren enklere: materialet er forseglet og kantene kuttes parallelt. Den ferdige spissen festes i loddebolten ved hjelp av en skrue. Noen ganger, for pålitelighetens skyld, blir enden av brodden ikke etterlatt rund, den blir flatet ut og deretter montert i kuttet. En hjemmelaget sveiseenhet brukes til å pakke små partier med maskinvare, og skaper ikke-standard emballasje. Med dens hjelp er det veldig enkelt å lage et skall for en fjernkontroll, et deksel for en enhet.
Lodding av filmfragmenter med en vanlig brodd er ubehagelig, siden det er et veldig stort kontaktområde, det dannes en unøyaktig skjøt med perler.

Det er vedheft av oppvarmet polyetylen, mye gjennombrenning, påliteligheten til forbindelsen er ikke garantert.
En enkel versjon av spissen er en aluminiums- eller kobberplate 2-3 mm tykk. Den ene enden av den er festet i et loddejern, og den andre er avrundet og skjerpet. Den presses mot filmen i en vinkel på 35–45 °. I stedet for et loddebolt er det mulig å bruke en brennende enhet. Den ble laget etter samme prinsipp.

Utstyr
Den innenlandske industrien produserer spesialiserte maskiner for sveising av polyetylen. Den rimeligste av dem er den elektriske enheten PP-40. Den ligner veldig på en loddebolt, bare tuppen ser litt annerledes ut: den ligner vagt på en løpeskøyte. Ved hjelp av denne enheten er det mulig å utføre høykvalitets sveising i enhver rett eller kompleks form.
Det finnes maskiner for lodding av sømmer fra 500 til 1000 mm i lengde. Dette utstyret har funnet anvendelse for sveising av matfylte poser og stykgods. Industrielt utstyr er tilgjengelig som kan sveise sømmer fra 1100 til 2500 mm i lengde. Alle sveiseenheter er preget av enkel design, pålitelighet i drift og produserer sterke sømmer.

Og også for sveising av filmen hjemme, kan en spesialisert dyse brukes, som er festet på et elektrisk strykejern.
Dette elementet er laget av platealuminium. Bunnen av dysen er rett, ribbene er plassert i bunnen, som er grunnelementet. Ved å bruke dette verktøyet vil du ha 2 sveisede strimler som er parallelle med hverandre.
Munnstykket er festet på sålen til det elektriske strykejernet med spesielle kronblader som brettes under bunnen av enheteneen. Kantene på dysen er festet ved kanten av filmens kanter over det lagt papiret, hvoretter enheten må flyttes sakte og forsiktig rundt grensesnittet. Som et resultat dannes en dobbel søm.

Stadier av arbeidet
Filmsveising inkluderer følgende trinn:
- overflatebehandling av sveisede elementer
- oppvarming av loddeområder;
- sveising av elementer;
- kjøling av sveisen (de sveisede elementene er under trykk);
- frigjøring av sveisede elementer fra trykk;
- sveisesøm behandling.

Kvalitetskontroll
Sveisekvalitetskontroll dekker:
- organisatorisk kontroll;
- operasjonell kontroll under sveiseaktiviteter;
- testing av kortsiktig styrke av sveisede ledd;
- kontrollere integriteten til sveisede skjøter og belegg.
Sveising skal utføres av personer som har gjennomført opplæringsprogrammet for opplæring av plastsveisere i byggebransjen og har passende sertifikater.


Hvordan lodde filmen, se nedenfor.













Kommentaren ble sendt.