Alt om wire stenger 8 mm

Valset wire er en ferdiglaget råvare for produksjon av galvanisert ståltråd, beslag, tau, ledninger og kabler. Uten den ville produksjonen av elektrisk og radioutstyr, spesialkjøretøyer, bygging av rammehus og en rekke andre typer og varianter av menneskelig aktivitet ha stoppet.


Funksjoner og krav
Ståltråd har økt styrke og hardhet, noe som gjør den til en egnet base for produksjon av glatte runde og ovale tverrsnitt, tau, oppheng for kobber og optiske kabler, spiker, sveiseelektroder og sveisede ledninger, stifter med rund kutt. En vanlig del av rullet tråd er perfekt rund, sjeldnere oval.
Diameteren på valset tråd er fra brøkdeler av en millimeter til 1 cm. Den mest populære er delen av valset ståltråd på 5–8 mm.



Kobbertråd er ofte 0,05–2 mm tykt, noe som fremgår av viklingen av motorer, ledninger og sentrale ledere av koaksialkabler, flerkjernekabler. Aluminium brukes hovedsakelig som ledninger og kabler for kraftledninger - tverrsnittet til en stang når en centimeter. I sistnevnte tilfelle brukes en aluminiumskabel opphengt på keramiske isolatorer av stolpene. Isolerte og kapslede kabler har et tverrsnitt som er tilstrekkelig til å tåle hundrevis og tusenvis av kilowatt tatt av forbrukeren fra transformatorstasjonen.
Valsstang er, som andre valsede jernholdige metallprofiler, egnet for lynavledere som gir lynbeskyttelse.



Ved produksjon av wire stang følger de GOST 380-94. Produksjon av valsetråd i henhold til TU for beslag og vaiere er ikke tillatt. Ødelagt valsestang kan føre til at et høyhus kollapser (stålarmering vil knekke, den armerte betongrammen vil sprekke, forskyve seg og bygningen blir nødstilfelle) eller forårsake brann (aluminiumsledninger og kabler under betydelig belastning). Overskridelse av tillatt mengde urenheter, som svovel, vil gjøre stålet unødvendig sprøtt. Lavkarbonstål vil ikke oppnå hardhet og styrke, for eksempel til å slå spiker i tre.
Disse og mange andre funksjoner overvåkes av spesialister, sjekker i samsvar med GOST. Trådstangvekt og diameter er regulert av GOST 2590-88. Ståltråd produseres med ordinær (C) og høy (B) nøyaktighet når det gjelder diameter og vekt. Den rullede ovalen bør ikke være mer enn halvparten av summen av maksimal forskjell i diameter.
Trådens krumning overstiger ikke 0,2% av lengden. Denne indikatoren bestemmes på et segment på minst 1 m, plassert i en avstand på mer enn 1,5 m fra kanten.
Vekten på 1 meter 8 mm ståltråd i henhold til GOST er 395 g. For 9 mm - 499, for 10 mm egenvekt av en løpende meter - 617 g. Trådstang bør ikke knekke ved 180 ° bøy (vending av stangen i motsatt retning). Med en enkelt bøyning skal det ikke dannes mikrosprekker. Diameteren til kraftpinnen, som trådstangen sjekkes for bøyning, er lik diameteren på dens seksjon.


Hvordan gjøre
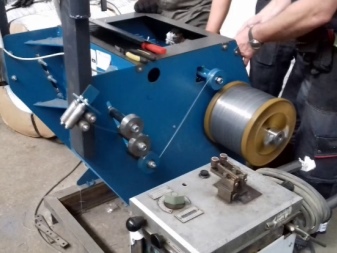
Valstrådproduksjon er en av de enkleste metallvalsemetodene. For å si det enkelt, rullet wire - en rund profil hvis diameter, i motsetning til et rør, er mindre enn 1 cm. Det gir ingen mening å produsere en ledning med et større tverrsnitt (med unntak av armering opptil flere cm i diameter): kostnadene for metaller og deres legeringer vil være svært høye.


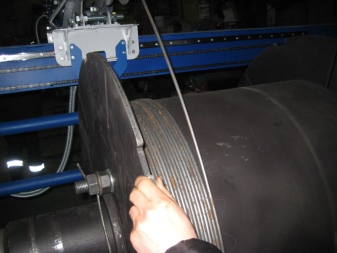
Barten i form av en lang multimeterstang rulles ut på en rullende maskintransportør. Metallet eller legeringen varmes opp og strekkes, og passerer gjennom styreakslene som definerer seksjonen og diameteren. Den glødende valsen er viklet på spolen til viklingsmaskinen, som danner en ringspole.
Frikjøling kan myke opp materialet som valsetråden nettopp er trukket fra. Akselerert - blåst eller nedsenket i vann - vil gi metallet eller legeringen ekstra hardhet.
Frikjølt valstråd er ikke testet for skalamasse. Med akselerert kjøling, ifølge GOST, bør andelen ikke overstige 18 kg per tonn ferdig produkt. Skalaen skjæres enten mekanisk (ved hjelp av stålbørster, avleiringsbryter), eller kjemisk (fører ledningen gjennom fortynnet svovelsyre). Bruk av konsentrert svovelsyre reduserer raskt og enkelt skalaen, men tynner også ut den nyttige delen av valsetråden.
For å eliminere effekten av metning av metallet med hydrogen og for å forhindre utseende av sprøhet under etsing, brukes natriumortofosfat, bordsalt og andre salter, som bremser den overdrevne korrosjonen av valset ledning under behandlingen.

Visninger
Belegget påført valstråden gjøres ved varmspray eller anodisering. I det første tilfellet påføres varmt sinkpulver på ståltråd, som kalken (jernperoksid) tidligere er fjernet fra.
Slik oppnås galvanisert ledning. Prosessen krever en temperatur på 290–900 ° C, den kalles diffus.

Sink påføres også ved anodisering, oppløsning av et sinkholdig salt, for eksempel sinkklorid, i en elektrolytt. En konstant strøm går gjennom toget. Et lag av metallisk sink frigjøres på katoden, og på anoden, i dette tilfellet, klor, som bestemmes av lukt under laboratorieforhold. Kobberplettering av aluminium (for å spare kobber) utføres også ved anodisering. Bruksområde for kobberbundne aluminiumsledere er signalkabler for svakstrømssystemer, for eksempel nettverk av sikkerhets- og brannalarmsystemer og videoovervåking.
Den kalde metoden innebærer å påføre et beskyttende belegg på valsetråden som nettopp har blitt avkalket. Den polymere (organiske) sammensetningen fungerer som grunnlag, men en slik ledning er redd for overoppheting over flere titalls grader over null.

Den gassdynamiske metoden tillater galvanisering av et produkt laget av stål av enhver form. Driftsprinsippet er basert på en hypersonisk strøm av en spraypåført gass.
Varmgalvanisering er den beste metoden. Varmgalvanisert stang vil vare mye lenger enn nøyaktig samme produkt behandlet med andre metoder. For dette legges valsetråd eller annet produkt i et bad hvor sink smeltes. Etter ekstraksjon oksideres sink, deretter tilsettes karbondioksid, og sinkoksid omdannes til sinkkarbonat.
På slutten av produksjonsprosessen blir den ferdige valsen levert til utsalgssteder, grossistkjøpere (for eksempel byggefirmaer) eller sendt til andre fabrikker som produserer spiker og armeringsjern. For enkeltpersoner selges valset wire i diameter mindre enn 8 mm og i mye mindre kvanta enn grossister.


Ståltråd, i henhold til GOST 30136-95, er produsert som målt, umålt og flere ganger høyere enn den målte verdien.
Lengden på stangen bestemmes av stålets sammensetning.
For lavkarbonstål har den valsede stangen en lengde på 2–12 m: jo mindre karbon det er i stål, jo mer duktilt er det. Stål med høyt kullinnhold produseres i form av stenger på 2–6 m. Høykarbonstål, som er av høy kvalitet, tillater produksjon av stenger på 1–6 m.














Kommentaren ble sendt.