Alt om diamantslipeskiver

Diamantslipeskiver er forbruksvarer. De brukes i automatiske, vinkel-, manuelle maskiner for sliping, sliping, etc. De brukes i smykker - ved skjæring av steiner, samt for bearbeiding av superharde overflater, glass, keramikk, etc.


Egendommer
Diamantblader utmerker seg ikke bare ved sin høye effektivitet og lange levetid, men også ved sin selvslipende evne, kombinert med en ideell balanse mellom seighet og skjørhet. Verktøyet brukes ikke bare i industrien, men også i hjemlige forhold.
Den brede distribusjonen og rimelige prisen forklares av reduksjonen i kostnadene ved å produsere kunstige diamanter - de brukes i mer enn 90% av slipemiddelproduksjonen.
Selve skivene er laget av aluminiumslegeringer eller stål. En spesiell sammensetning av bakelittharpiks med tilsetning av diamantflis av forskjellige fraksjoner påføres overflaten av emnene i et tynt lag. Det skal bemerkes at industrien så langt ikke har funnet opp noe som er overlegen i hardhet enn diamantversjonen av slipemidlet. Den nærmeste betydningen er bare kubisk bornitrid - borazon, elbor. Resten av slipestoffene er ikke konkurrenter i det hele tatt i behandlingen av ferritt, cermet-kompositter og andre harde legeringsmaterialer.


Hovedtrekk
En av hovedegenskapene anses å være hardhetsindikatoren. Den neste viktige indikatoren er konsentrasjonen av diamanter per kubikkcentimeter, målt i karat. Standardtypiske indikatorer for disse verdiene i henhold til gjeldende GOST: K25 (1,1 ct / cm3), K50 (2,2 ct / cm3), K75 (3,3 ct / cm3), K100 (4,4 ct / ccm3), K125 (5,5) ct / cm3) og 150 (6,6 ct / cm3). Konsentrasjonen kan imidlertid endres opp eller ned.
Viktigheten av denne verdien er at den har en betydelig innvirkning på noen av de tekniske parametrene til disken og kostnadene. Hard bond, lav diamant design er betegnet K125.
Det er denne indikatoren som er i stand til å holde den perifere geometrien uendret i hele slipesyklusen.

Fordelingen og fikseringen av karbonkornet på arbeidslaget assisteres av en bindesammensetning, det såkalte bindemidlet. I produksjonsteknologi brukes tre grunnleggende typer bunter.
-
Metallisk. Et arbeidslag av denne typen er best egnet for forbehandling, sliping av deler laget av cermet og harde legeringer, og kutte av store lag med kvoter.
-
Galvanisering. Metallkropp med ett eller flere nikkellag, belagt med karbonslipemiddel. Designet for kutting, sliping av mineralske materialer. Det er etterspurt i produksjon av diamantboreenheter, sluttbehandling av stanser, etc.
-
Økologisk. Når du lager en organisk sammensetning, brukes bakelitt med bruk av formaldehydharpikser. Dens karakteristiske trekk er lav varmeledningsevne; slike enheter brukes i arbeid uten kjølevæsketilførsel. Som regel er dette finsliping og lapping.



Andre parametere som påvirker ytelsesegenskapene til enheten er typen diamantlag og dens bredde. Slipemidlet påføres den perifere eller endedelen av diamantskiven. Det er geometrien som påvirker størrelsen på slipemidlet og prisen på modellen.Høyde er en verdi som bestemmer strukturens holdbarhet, mens størrelsen på området i kontakt med arbeidsstykket, og derfor temperaturen på arbeidselementene og andre komponenter, avhenger av bredden. Liten bredde gir økt skjærehastighet og dybde. Store bredder betyr høy nøyaktighet og renslighet i arbeidet.
Teknologien krever at parametrene for bredden på bakkeoverflaten alltid overstiger arbeidsparametrene til hjulet. Ensartetheten i arbeidslagets utvikling og selvsliping oppnås ved å oppfylle alle de spesifiserte betingelsene.

Emery-diamanter kan bli 125 mm store. Merking 150x10x3x32 betyr en skive med en diameter på 150 mm, en bredde på 10 mm, mens høyden er 3 mm og størrelsen på borehullet er 32 mm. Den samme tilnærmingen er nødvendig for å dechiffrere egenskapene til sliping av diamanter 150x20x5x42x32; 150x20x3x40x32.

Artsoversikt
Alle typer diamantslipeskiver som tilbys av produsenter er underlagt strenge GOST-forskrifter, som igjen er i samsvar med europeiske standarder. I henhold til aksepterte standarder er en diamantskive klassifisert:
-
etter designparametere og geometriske former;
-
av formen på diamantlaget og dets plassering på produktet;
-
ved design forskjeller av kroppsformer separat.

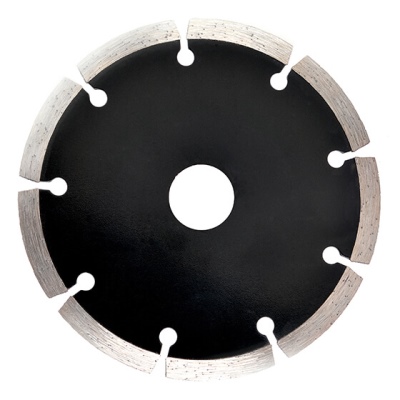
Av disse er de mest populære skiveformene (flate), kopper og fatformede former. Geometrien til sirklene kan være av en rett profil, så vel som konisk, ringformet, med ensidig eller dobbeltsidig underskjæring, med ensidig nav, etc. Slipeevnen til sprøytede slipekonstruksjoner påvirkes av kornstørrelsen - kornstørrelsen.
- Tallerken - tallerkenskive, brukt i bearbeiding av stål, støpejern, glass. Denne typen brukes i prosessene med å skjerpe hardlegerte loddemetaller, for eksempel på sager. Det er godt å fjerne maling- og lakklag med skiver.
- Kopp - koppformet diamantverktøy. Egnet for vanskelig bearbeidede overflater: glass, etc.
- Rette profilmodeller – Dette er flate skiver med diamantbelagte endeflater. Denne typen er valgt for arbeid med overflater som krever presise linjer.


For den siste poleringen av metallet og gi det en speillignende glans, brukes vulkanitt (gummi) poleringshjul. Det er en veldig interessant variant - en diskett (AGShK). Dens særegenhet er et tynt lag med slipemiddel. Den brukes i håndverktøy for sliping av betong, porselenssteintøy og andre materialer. Folk kaller dem "skilpadder".


Merking
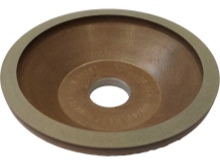
Den generelt aksepterte betegnelsen på diamantskiver er en linje med to deler: data om designfunksjoner, en beskrivelse av modellens geometriske dimensjoner, samt tekniske indikatorer for bindingen og diamanter. Produsenten kan også legge til linjer med tilleggsinformasjon på høyre side. For riktig tolkning av de spesifiserte dataene kan du bruke parametrene til GOST 24747–90 som et hint. I tillegg er det tabeller som angir koder, diagrammer over de vanligste produktene. Illustrasjonen viser en kjegleslipeplate med en diameter på 150 mm med en kjeglevinkel på 20o. Skissen viser verdiene av diameteren på boringen (22 mm) og størrelsen på diamantlaget (6x4 mm).

Betydningen av resten av markeringene:
-
D16 er FERA-tallet for karbonkorn og K75 er antallet per karat;
-
B er tegnet på den organiske bindingen i henhold til FERA, og T er koden for dens tetthet.
Illustrasjonen nedenfor gir tilleggsinformasjon om jobbkravene (m). I tillegg, produsenten kan indikere data om sirkelens begrensende hastighet, indikatorer for rotasjon: nødvendig frekvens, retning, sikkerhet.
-
Korn. En like viktig indikator for forbrukeren er kornstørrelse, fordi dette er hovedparameteren som påvirker kvaliteten og renheten til den polerte overflaten. Ikke glem helheten av disse indikatorene når du velger størrelsen på krummen.
For eksempel:
-
Foreløpig behandling - den nødvendige kornstørrelsen er indikert som D151, noe som kvalitativt reduserer antall passeringer, samtidig som den sikrer en garantert høy effektivitet og syvende klasses renhet;
-
finsliping - D54, produktiviteten er lavere, men høyere renhetsklasse - 10.
Det er nødvendig å ta hensyn til kornets størrelse for skjæredybden; det bestemmer også tykkelsen på det fjernede materialet i en enkelt pass. Det anbefalte forholdet er ikke mer enn en tredjedel av kornet som kreves av normen. På bildet nedenfor, et øyeblikksbilde av diamantbrikker tatt under høy forstørrelse - 10-15 mikron.

-
Hardhet. Denne indikatoren er viktig for bakelittstrukturer. For å gjøre dette, sett B, graderingen av hardhet i henhold til GOST - R 52587-2006 ved å bruke bokstavbetegnelser. Jo lavere hardhetsindeksen er, desto bredere er diamantlaget og desto mindre chipstørrelse. De brukes til finsliping ved lave skjærehastigheter, ofte unntatt bruk av kjølevæske. Raskere eller dypere kutt krever økt overflatehardhet og kjøling.

-
Nøyaktighet og ubalanse klasser - neste verdi i merkingen av diamantslipeskiver. Slik merking er obligatorisk for plater av tradisjonell produksjon - dette er to ekstreme merker på en linje. Når det gjelder diamantalternativer, er det ingen GOST-krav.
I følge teknologien er dette et verktøy med et lite lag med slipemiddel; dessuten har statsstandarden allerede etablert høye nøyaktighetsstandarder for dem.

Populære modeller og produsenter
Blant de populære produsentene i markedet vårt kan du finne både utenlandske merker og innenlandske selskaper som har produsert disse produktene siden Sovjetunionens tid.
-
KLINGSPOR firma. Det tyske merket leverer mer enn 1700 typer slipeverktøy til verdensmarkedene, inkludert flerbruks diamantskiver. Segmentplater er spesielt populære.
-
En av de største leverandørene av slipemidler er BOSCH. Stort sortiment, inkludert solide skiver. Steinskjæring er et ideelt bruksområde for denne typen diamantslipemidler.

-
"Poltava diamanter" - alle typer karbonverktøy for sliping, skjæring, inkludert skiver - SK-TDR. Designet for behandling av mineraloverflater som stein.

-
Petersburg anlegg av slipeprodukter "Ilyich", en av de eldste. Bedriften produserer selvstendig kunstige diamanter (samt diamantmikropulver).

Bruksomfang
De bredeste mulighetene til diamantverktøy har gjort det mulig å bruke dem på en lang rekke felt. Superhardheten til karbonbelegget reduserer tiden for sliping av karbidverktøy, vanskelig maskinbearbeidede materialer, betydelig. Verktøyblad slipt med diamanter er mer effektive, krever ikke etterbehandling, og beholder skarpheten mye lenger enn sliping med analoge slipemidler.
Slitestyrke:
-
for enkantede skjæreflater av karbid øker indikatoren med 1,5 ganger;
-
for flerkantede verktøy er disse verdiene enda høyere.

Siden flis og sprekker ikke dannes på overflaten behandlet med diamanter, brukes de til arbeid:
-
med glass;
-
keramikk;
-
porselen;
-
majolica;
-
krystall;
-
speil osv.


Diamantslipemidler er uunnværlige i teknologien for å lage optiske linser, for sliping av skjermer, skjermer. Det er umulig å gjøre uten dem i medisin - blader for mikrotomer, skalpeller, sprøytenåler skjerpes med diamantverktøy. Tanninstrumenter for behandling og proteser behandles også med karbonslipemidler.


Diamantslipeskiver produseres for slipere, freser og andre maskiner, spesialverktøy i steinarbeid. En annen påføringsmetode er å drive hjul laget av andre slipende materialer med diamantskiver. Den riktige og gjennomtenkte tilnærmingen til valg av slipende diamantstrukturer vil tillate ethvert arbeid og oppgave å utføres effektivt, uten defekter.















Kommentaren ble sendt.