Alt om Larsen Dowels

Begynnelsen av det tjuende århundre var preget av et stort antall funn og oppfinnelser innen ingeniørvitenskap og teknologi. I 1902 gjorde en ingeniør fra Bremen (Tyskland) Trigve Larsen en interessant observasjon: Hvis metallstrimler bøyes i form av et trau, kan de klinkes sammen slik at det dannes en sammenhengende overflate. Den tekniske nyvinningen ble patentert i 1910, og snart startet Tyssen-anlegget produksjonen av disse produktene, oppkalt etter den tyske oppfinneren.


Hva det er?
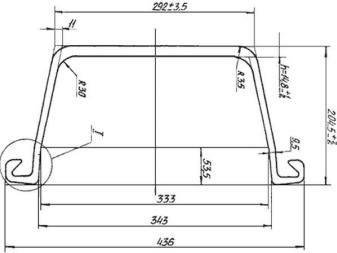
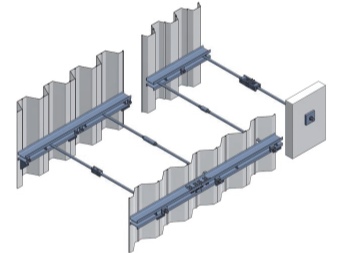
Spunt - Larsen spunt er en spesiell seksjonsprofil med avrundede kanter - låser som kan kobles til hverandre, og danner en nesten ugjennomtrengelig overflate. Tilstedeværelsen av spor lar deg koble til flere elementer samtidig, uten å kreve bruk av sveising.
applikasjoner
I dag brukes spunt med hell til:
- gjerder av dammer, reservoarer, demninger, sluser;
- beskyttelse mot smuldre og kollaps av vegger i grunngroper, grøfter, fundamenter;
- isolering av steder der aggressive stoffer lagres (for eksempel søppelfyllinger og samlere), samt veier og jernbaner;
- styrking av områder med jord som er utsatt for jordskred;
- bygging av vegger i tunneler, underjordiske parkeringsplasser, garasjer;
- utstyr for dreneringsanlegg;
- lage lydtette vegger (for eksempel rundt støyende motorveier);
- arrangement av dreneringskanaler rundt veier;
- bygging av reservoarer for oppsamling av grunnvann;
- samt i bygging av køyer, broer, demninger.



Spesifikasjoner
Strekkfasthetsegenskapene til spunt må være minst 1497 MPa. Vekt 1 / lm, avhengig av type spunt, kan variere fra 53 til 140 kg. En kvadratmeter veier fra 78 til 252 kg. Produsenter produserer spunt i forskjellige størrelser: lengden kan være fra 5 til 22 meter. Prisparametere avhenger av vekten på haugen og varierer i området fra 58 710 til 64 000 rubler per tonn. Som regel er kostnaden per lineær meter ikke fastsatt.


Et spesifikt kjennetegn ved Larsen spunt er omsetning - antall mulige dykk og hakk som én profil tåler, samtidig som dens driftsegenskaper opprettholdes. Denne parameteren avhenger av kvaliteten på kildematerialet. I tillegg er det viktig:
- profillengde (kort omsetning er høyere);
- installatørenes kvalifikasjoner og respekt;
- brukt utstyr;
- tilstedeværelsen av sveising i skjøtene til profilene;
- tilstanden til jorda som spuntrøret føres inn i.



I gjennomsnitt antas antall dykkesykluser å være syv, men avhengig av forholdene ovenfor kan denne verdien svinge opp eller ned med opptil 50 %. For øyeblikket er det ingen enkelt statlig standard som regulerer egenskaper og tekniske forhold for produksjon av Larsen spunt. Produsenter ledes vanligvis av flere GOST-er: 4781 - 85, 7566 - 2018, 7565 - 81 og andre forskriftsdokumenter som bestemmer sammensetningen av materialet, betingelser for testing av produkter og andre parametere.

Artsoversikt
Spunt kan deles etter flere kriterier - materialet de er laget av og formen på låsen.
Etter materialtype
Avhengig av typen materiale som brukes til produksjon, er spunt inndelt i metall og plast, i noen tilfeller er de laget av armert betong eller tre.
Metallpeler
For øyeblikket er metallpeler de mest utbredte. Som regel er de laget av lavkarbonstål av vanlig kvalitet, type St3kp (GOST 380 - 2005). Den kjemiske sammensetningen av dette materialet inkluderer: karbon fra 0,14 til 0,22%, silisium - mindre enn 0,05%, mangan fra 0,3 til 0,6%, nikkel og krom - opptil 0,3%, nitrogen og arsen - ikke mer enn 0,008%, kobber opp til 0,3%, skadelige urenheter - svovel opp til 0,055%, fosfor opp til 0,04%, resten er jern.


De mekaniske egenskapene til St3kp er som følger: strekkfasthet: 363 - 460 MPa, flytegrense: 190 - 233 MPa, relativ sammentrekning: 22 - 25%. Temperaturregimet, som beholder de deklarerte driftsegenskapene, varierer fra -40 C til +400 C.
Når det gjelder styrkeegenskaper, oppfyller materialet fullt ut kravene, i tillegg bidrar det lave karboninnholdet til god sveisbarhet. En viktig parameter er den relativt lave kostnaden for slike metaller.
I henhold til produksjonsteknologien er stålpeler delt inn i:
- varm- og kaldvalset;
- sveiset;
- kombinert.

Rulling er en endring i formen til et arbeidsstykke ved hjelp av roterende aksler av en viss profil. Avhengig av temperaturregimet er det to hovedtyper av denne teknologiske prosessen. Varmvalsing innebærer oppvarming av emnet over rekrystalliseringstemperaturen for å lette den plastiske deformasjonsprosessen. Kaldvalsing utføres ved romtemperatur, som et resultat av at det er en herding av overflatelaget på grunn av dannelsen av arbeidsherding - en endring i formen på metallkornet.

Avhengig av formålet er det fem hovedtyper valseverk, hvorav den ene - den ene delen - er beregnet på produksjon av spuntprofiler, samt andre formede profiler.
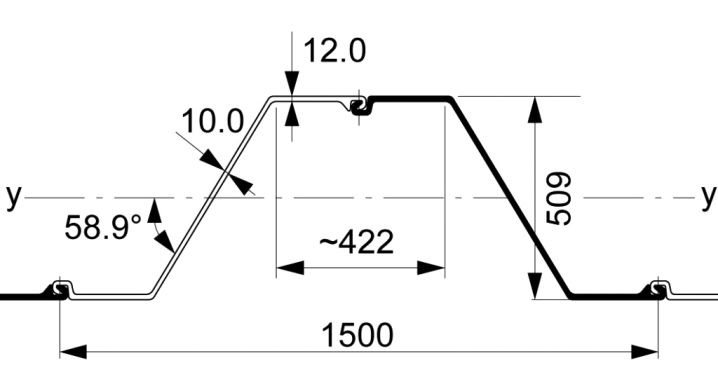
Profilformene som en Larsen-tunge kan ha er svært varierte: flate, kantete, trauformede, I-bjelker, Z-formede, S-formede, kombinert, forsterket, etc.

Den vanligste er den trauformede profilen. Flat fjær brukes i tilfeller hvor forankring ikke er aktuelt, samt ved inngjerding av runde flater. Spesielle hjørneelementer brukes til å koble sammen pelene. I noen tilfeller lages minidybler. Valg av profil utføres avhengig av oppgavene og på grunnlag av prosjektet.

Plast hauger
I de senere årene, sammen med stål, er det i økende grad brukt Larsen-dybler av plast. Som regel brukes polyvinylklorid (PVC) til produksjonen. Den teknologiske prosessen med slike profiler kalles ekstrudering. Dens essens ligger i å tvinge en myk polymer (forbindelse - "rå" PVC) gjennom hull av en gitt størrelse og form (ekstruder). En nødvendig betingelse for denne operasjonen er oppvarming til en temperatur på 80 - 120C.


Rå PVC-sammensetning, som inkluderer:
- fargekomponenter (oftest brukes titanoksid og jernoksid for å oppnå henholdsvis hvite og brune farger);
- hjelpestoffer som gir smøring - muligheten for uhindret passasje av blandingen mellom metalloverflatene til ekstruderen;
- fyllstoffer introdusert i sammensetningen av forbindelsen for å korrigere de fysiske og mekaniske egenskapene;
- myknere, ved hjelp av hvilke motstand mot negative temperaturer og en økning i elastisitet sikres;

Sammenlignet med stålspunt, kjennetegnes plastprodukter av:
- korrosjonsbestandighet;
- lav vekt, på grunn av hvilken kostnadene for transport og installasjonsarbeid reduseres;
- lave kostnader for profilen;
- motstand mot sesongmessige temperaturendringer;
- elektrisk nøytralitet;
- attraktivt utseende som lar deg bruke profilen i landskapsdesign.

Ulempene inkluderer:
- høy termisk ekspansjonskoeffisient (det er fare for ødeleggelse av strukturen hvis termiske klaringer ikke er gitt);
- lavere styrkeverdier sammenlignet med stål;
- relativt lav motstand mot ultrafiolett stråling.
I henhold til formen på slottet
I tillegg til profilen, klassifiseres fjær-og-not-peler etter formen på låsen. I tillegg er det andre peler som ikke har låser, samt modifikasjoner som bruker sveising. Disse profilene kan kombineres med hverandre for å gi en sterkere forbindelse. I landene i det tidligere Sovjetunionen har spunthauger med russisk, ukrainsk produksjon, så vel som de levert fra europeiske land, blitt utbredt. I dag er tre typer vanligst: L4, L5, L5-UM.

L4
|
Type tunge |
Materialkvalitet |
Nyttig bredde, mm |
Løpemeter vekt, kg |
Vekt per kvadratmeter, kg |
Veggstyrke, kN / m |
Markedsutbredelse |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
høy |
- L5
|
Type tunge |
Materialkvalitet |
Nyttig bredde, mm |
Løpemeter vekt, kg |
Vekt per kvadratmeter, kg |
Veggstyrke, kN / m |
Markedsutbredelse |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
veldig høy |
- L5-UM
|
Type tunge |
Materialkvalitet |
Nyttig bredde, mm |
Løpemeter vekt, kg |
Vekt per kvadratmeter, kg |
Veggstyrke, kN / m |
Markedsutbredelse |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
høyt nok |
* Stål 16HG - lavlegert stål som inneholder ca. 0,16% karbon, 1% mangan og silisium, resten er jern og urenheter; mekaniske og operasjonelle egenskaper er tett i St3kp.
Dykkemetoder
Byggingen av et spuntgjerde begynner med en vurdering av byggeplassen, spesielt tilstedeværelsen av geologisk risiko. Etter det gjennomføres et prosjekt, på grunnlag av hvilket matematiske beregninger utføres ved hjelp av spesialiserte programmer. Dette tillater:
- beregne nødvendig pelseksjon;
- bestemme den nødvendige nedsenkningsdybden;
- komme med anbefalinger for å iverksette ytterligere tiltak (etter behov).


For utformingen av gjerdet brukes vanligvis jordbalansemetoden, under hensyntagen til belastningene som virker på det innvendig og utvendig, siden trykkbalansen blir forstyrret under utgraving.
Ved beregning av spunt brukes Blum-Lomeyer-metoden (grafisk-analytisk metode), som tar hensyn til det aktive og passive trykket av jord og vann, dybden på gropen og den vertikale størrelsen på spuntene.
I tillegg mener vi nødvendigvis typen spuntvegger, som kan ha to typer konstruksjon:
- anker;
- ankerløs.

Dersom det benyttes ankertype spuntvegger, bør pelvendepunktet plasseres i bunnen av utgravningen, med ikke-ankertypen, på stedet hvor avstiveren for ankeret skal monteres.
Verdien av nedsenkingsdybden avhenger av kvaliteten på jorda: i nærvær av et siltig, sandholdig, leirholdig stoff, er denne parameteren tatt fra 2 meter, for tett jord - fra 1 meter. Standarden STP 139 - 99 utviklet av Gipromoststroy Institute brukes som et veiledende dokument.
Etter beregningen beskrives nedsenkingsteknologien. Påleinstallasjon kan gjøres på tre måter:
- ved innrykk;
- sjokk metode;
- ved bruk av vibrasjonsutstyr.

Essensen av den første metoden består i innføring av hauger i jorda ved hjelp av statisk kompresjon ved bruk av spesialutstyr. Denne metoden er den minst produktive, men anerkjent som den sikreste og mest skånsomme (ingen støy og vibrasjoner).
Den andre metoden, tvert imot, er veldig effektiv, men det er skadelige faktorer: høy vibrasjon og støybakgrunn, skaper en fare for kommunikasjon som kan være lokalisert i nærheten av arbeidsstedet, derfor anbefales det å forhåndsbore "leder "brønner.

Vibrasjonsnedsenking (ofte i kombinasjon med erosjon) bør brukes på steder hvor det er tett bebyggelse, samt i nærvær av løs jord mettet med vann. Essensen av metoden er å senke vibratoren på grunn av dens vekt og vibrasjonsamplitude. Utførelse av arbeider med installasjon av spunt er regulert av de relevante dokumenter. Arbeidsrekkefølgen inkluderer flere operasjoner.
- Markering av posisjonen til pelene på bakken.
- Montering (feste) av vibratoren til pelen.
- Feste tungen med en kabel.
- Plassering av pelen i lederen.
- Senking av spunt ned i bakken til en forhåndsbestemt dybde.
Transport av spunt kan utføres ved bruk av alle midler med passende lastekapasitet.
En viktig betingelse er behovet for deres pålitelige feste - til dette formål brukes pakninger. Peler kan lagres både på lager og utendørs.
Hvordan trekke ut?
Demontering av peler er ikke en obligatorisk operasjon - i noen tilfeller er de "begravet" i strukturen. Likevel kan uttak av spunt ofte gi konkrete økonomiske fordeler, siden de i dette tilfellet er ment å bli gjenbrukt.
For å utføre arbeidet er det utviklet en teknologi basert på bruk av vibrasjon. Samtidig reduseres friksjonskreftene som oppstår på den laterale overflaten av tungen merkbart. I noen tilfeller (på lett sandjord, med korte hauger) er det mulig å grave ut spunt bare med kran.

Hva er Larsen fjær, se videoen under.






Kommentaren ble sendt.