Alt om bøyde kanaler

I motsetning til en konvensjonell kanal, hvis design innebærer varmvalsing fra varme, lett myknede stålstrimler, er en bøyd kanal laget utelukkende av de samme strimlene, men ved bruk av en rulledannende transportør.


Funksjoner av produksjon
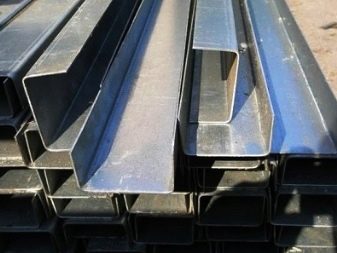
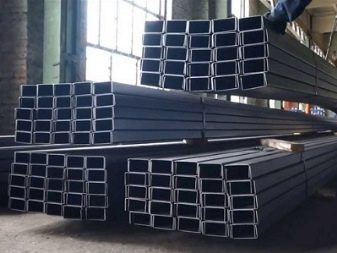
Stålbøyd kanal - en profil fra en forhåndsrullet langstrakt billet. Rullformet kanalstål tilhører de tradisjonelle typene valsede råvarer. Forskjellen mellom klassisk varmvalset og kaldformet kanal - bare i det mest avrundede, skarpe hjørnet på hver side, som er de såkalte hyllene - sideveggene... Generelt er den U-formede kanalen, skarp fra hjørnene, noe nær det avrundede U-formede elementet. Ulempen med en bøyd kanal er en merkbart lavere sikkerhetsmargin enn en konvensjonell.
En bøyd kanal anbefales ikke for bruk på steder der det forventes høy belastning, for eksempel fra murstein eller skumblokkmur over åpningen... Den andre grunnen til denne beslutningen er at den bøyde støtten har et lavere kontaktområde med den underliggende raden av murstein (eller skumblokk), og sementpuss vil ikke eliminere denne ulempen.
I alle fall vil den beregnede belastningen fra de øvre radene av veggmurverket på overliggeren fra en slik kanal betydelig overstige den anbefalte, og selve åpningen (og med den veggen) kan kollapse.


Kanalstenger er hovedsakelig laget av stål med den vanlige sammensetningen - medium-karbontyper St3Sp, St4, St5, St6. Den bøyde kanalen er produsert på en slik måte at dens dimensjonsnøyaktighet er høy, og de ovennevnte stålkvalitetene sveises enkelt. For eksempel er sveising av kanal og andre strukturer etterspurt i byggingen av kjøpesentre og underholdningssentre, der hovedbærekonstruksjonen er en stålmonolit av prefabrikkert-sveiset type, og vegger, tak og tak er dekket med profilert stål, lag med hydro-damp isolasjon, mineralull som isolasjon, forsterkende rammer for gips, inkludert den siste.
For hver av kanaltypene, a din egen GOST, avvik fra som allerede anses som TU og tjener som årsak til salg av lignende produkter allerede til reduserte priser. Produksjonsprosessen består som tidligere nevnt i å bøye båndene på en profilbøyende transportmølle, noe som betyr at varm- og kaldvalset stål i kveiler er utgangsmaterialet for bøyde U-profiler. I varmvalset produksjon endres den interne strukturen (fasetilstand). Kaldvalsing gjør det mulig å lage emner som er motstandsdyktige mot deformasjonsfenomener. Denne teknologien sørger for arbeid ved reduserte temperaturer, noe som betyr at fasetilstanden til stållegeringen ikke vil endres, de opprinnelige egenskapene vil ikke bli krenket.
Det flate arket, på grunn av virkningen av de sammenkoblede rulleakslene, blir til et bøyd profilfragment. Denne produksjonsmetoden har en rekke fordeler sammenlignet med produkter av helt forskjellige prøver, på grunn av hvilke transportbåndproduksjonsprosessen ikke inkluderer stadier av etterbehandling og hjelpemonteringshandlinger. Stål som brukes til fremstilling av valsede kanaler er varmvalset og kaldvalset, strukturelt, lavt og middels karbonstål. Resultatet er produkter som er enkle å installere og vedlikeholde ved utgangen av transportøren, og oppfyller grunnleggende tekniske og estetiske krav.Standardene til GOST og SNiP brytes ikke her.


Hovedtrekk
I henhold til parametrene skilles kanaler, inkludert bøyde produkter, inn i en separat klassifisering i henhold til følgende hovedtrekk.
- Byggemateriale - vanlig ruststål eller stållegering med noe motstand mot rustdannelse. Billige produkter produseres, som tidligere nevnt, av stål som er nesten fritt for krom og andre forbedrende (legerings-) tilsetningsstoffer.
- Lavlegert kanal må belegges med en primer og maling (lakk) forbindelser motstandsdyktig mot fuktighet, til tross for at overflaten av kanalen vil være omgitt av mur og puss på alle sider. Imidlertid absorberer pussen vann - rustkanalen må beskyttes. Krom (inkludert rustfritt stål) stål for en bøyd kanal er en sjeldenhet, men det brukes også for eksempel til fremstilling av eksklusive møbler (materiale med liten kanal).
- Karboninnhold i råvarer - vanligvis tas alt stål med en massefraksjon av karbon på minst 2 ppm.
Disse to parameterne fremsetter de grunnleggende kravene til en bøyd kanal.
- Rullformede kanalstenger skal tåle betydelige belastninger langs sin akse.
- Disse produktene festes ikke bare ved sveising, men også med bolter, som gjør monteringen av de samme møblene og hjelpebygningskonstruksjonene enklere.
- Sammensatte forsamlinger tåle betydelige belastninger ved bøyning.
- Buet kanalvekt litt mindre vekt av et kutt tilsvarende lengde og dimensjoner klassisk "skarpvalset" element.
- Buede produkter lar deg lage noe pretensiøst - ikke-standard konstruksjon.
- Forberedelse - avfasing fra slike produkter er valgfritt.
De oppførte funksjonene er essensen av bruken av bøyde kanalprodukter.


Sortiment
Til tross for de iboende egenskapene til en bøyd kanal, har den mindre vekt og kostnad enn en konvensjonell.
Ved rullende nøyaktighet
Utvalget av bøyde kanaler er representert av følgende produkter: høy, ultrahøy og konvensjonell nøyaktighet... Høy og spesiell presisjon kreves for objekter hvor maksimal styrke og stabilitet er avgjørende. Kategori "A" innebærer et merke med høy nøyaktighet, "B" - med vanlig hastighet. Lignende merker finnes på spesialprodukter.
Etter skjema
I følge GOST 8278-1983 produseres en lik hylle, og på grunnlag av GOST 8281-1980, en ujevn hylle... Til emnene brukes stålstrimler, hvis bredde tilsvarer summen av breddene til hoved- og sidelistene. Kanalprodukter laget av konvensjonelle stållegeringer har en profilhøyde fra 2,5 til 41 cm, bredden på sidestangen varierer fra 2 til 16 cm Den bøyde profilen skiller seg fra den varmvalsede både i utseende i tverrsnitt og i forhold til av driftsparametere.
Utglattede ytre hjørner er karakteristiske for det bøyde profilfragmentet. Ulike prøver er noe vanskeligere å produsere: for deres fremstilling brukes ikke et standard valseverk, men et rørverk. Den universelle formen på produktene er gitt ved hjelp av universelle maskiner som er i stand til å produsere bøyde og ubøyde like og ulikt gjenstander.


Dimensjoner (rediger)
Typiske dimensjoner på kanaler er 100x50x3, 100x50x4 120x50x3, 160x80x5, 300x80x6, 80x40x3, 120x60x4, 160x80x4, 400x900x4, 06x mer enn 400x900x1, 06x 04x4, 04x 400x4, 04x 400x4, 04x 400x4, 04x00, 6x00 Høyden på hyllene er vanligvis 80, 100, 60, 50 mm. Høyden på hovedveggen er 120, 160, 200, 140, 180, 250 mm. Veggtykkelsen velges også annerledes - og er lik 10, 12, 14 eller 16 mm, men dette er ikke en fullstendig liste over verdier. En tynnvegget kanal er ikke egnet for bruk som bærende støtteelementer.
|
Midtvegg bredde, cm |
Sideveggbredde, cm |
Alle veggtykkelser, mm |
Løpemeter vekt, kg |
|
2,5 |
2,6 |
2 |
1,09 |
|
3 |
1,22 |
||
|
2,8 |
2,7 |
2,5 |
1,42 |
|
3 |
2,5 |
3 |
1,61 |
|
3 |
2 |
1,3 |
|
|
3,2 |
2 |
1,03 |
|
|
2,5 |
1,17 |
||
|
3,2 |
1,39 |
||
|
3,8 |
9,5 |
2,5 |
4,3 |
|
4 |
2 |
2 |
1,14 |
|
3 |
1,61 |
||
|
3 |
2 |
1,45 |
|
|
4 |
3 |
2,55 |
|
|
4,3 |
2 |
1,97 |
|
|
4,5 |
2,5 |
3 |
1,96 |
|
5 |
3 |
2 |
1,61 |
|
4 |
1,95 |
||
|
5 |
2,5 |
2,77 |
|
|
6 |
3 |
3 |
2,55 |
|
4 |
3,04 |
||
|
5 |
3,5 |
||
|
8 |
4 |
3,51 |
|
|
6 |
4,46 |
||
|
8 |
5,4 |
||
|
10 |
6 |
12,14 |
|
|
10 |
5 |
3 |
4,47 |
|
6 |
4,93 |
||
|
8 |
5,87 |
Med fokus på spesifikke behov, har forbrukeren rett til å velge størrelsen på den bøyde kanalen som dekker hans behov.For ultrahøy arbeidsbelastning bruker de fortsatt ikke en bøyd, men en konvensjonell type produkt.

Merking
I samsvar med en spesifikk metode for å produsere kanalprodukter, skilles høy- og lavtemperaturprodukter. Klassifiseringen er komplisert på grunn av tilstedeværelsen av like-, ulike-hylle- og spesial- og generelle prøver. Men sidestripene er ikke alltid strengt vinkelrett på hovedveggen til produktet - i noen prøver vender disse sideveggene litt mot hverandre ved å bøye seg, avvike innover. Gjennomsnittlig høyde på hovedveggen er 5 ... 40 cm, høyden på hyllestrimlene (sideveggene) er 3,2 ... 11,5 cm.
I tillegg til nøyaktighetsklassen, indikerer disse produktene merknader om verdiene av høyden på hovedstangen (H), høyden på sideveggen (B), dybden på produktet (S) og bøyeradius ( R). Produksjonen av en ulik kanal er generelt lik produksjonen av en lik kanal. Utgangsmaterialet for produksjon er en rull-type kaldvalset billett med spesiell styrke. Nummereringen av produktene faller sammen med den faktiske nøyaktige avstanden mellom sidestrimlene på produktet - det er angitt i millimeter. Dimensjonen til ulike hylleprodukter sammenfaller med de samme dimensjonene til like hylleprodukter.
I tillegg til merkene ovenfor, er betegnelsen på variasjonen av produkter laget med bokstav, nemlig:
- U - skrå hyller;
- P - sidelister ikke bøyd mot hverandre;
- L - lett fragment;
- C - spesiell profil.
Generelt reduseres metallforbruket til bøyde produkter - sammenlignet med konvensjonelle - med maksimalt 30%.

applikasjoner
Siden kanalblokker er produsert av stål St-3 eller 09G2S, er salg av disse produktene mulig både individuelt og i bulk.... Blanks brukes til å konstruere rammer for arkitektoniske og industrielle bygninger. De brukes som potensielle beslag for etterbehandling av konstruksjoner og bygninger fra innsiden og utsiden - selv om beslagene i seg selv er en helt annen type forbruksbyggemateriale. Dette produktet brukes som det første byggematerialet for installasjon av overlappende dekk, som skiller ett rom fra en annen struktur. For en beskyttende funksjon - gjerder, vegger - er kanalen også egnet. Det sveiser godt - arbeidsstykkene må rengjøres før sveisesømmer påføres. Imidlertid, for forstads sommerhyttekonstruksjon, brukes kanalen sjelden: hovedplassen i denne retningen er gitt til enkle beslag, hjørner og T-elementer.
Galvaniserte produkter brukes, i tillegg til konstruksjon, til maskinteknikk og maskinkonstruksjon... Det går til produksjon av biler og rullende materiell. Galvanisering er ikke beregnet for bruk på for eksempel veier som er drysset med salt eller helles i is og frost med saltbaserte avisingsmidler: Ved feil bruk vil produktet raskt miste sinklaget og begynne å ruste. Rustfrie stålkanaler vil redde en bil eller vogn fra å ruste på kanaldeler, men i en slik skala vil dette hjulkjøretøyet lønne seg bare om tiår.
For å beskytte arbeidsstykkene mot rust i et salt miljø, kombineres flere metoder: galvanisering, grunning og maling med vannfast lakk og maling.















Kommentaren ble sendt.