Alt om EDM-maskiner

Å behandle materialer med en tett struktur for hånd er uproduktivt, siden det krever mye arbeid og ikke garanterer høy nøyaktighet. Blant enhetene som til en viss grad eller fullstendig (avhengig av type og modell) kan automatisere arbeid, elektriske utladningsmaskiner (EE). De er ikke så kjente, selv om de er preget av unike evner, noe som positivt skiller dem blant hoveddelen av deres "kolleger" i maskinverktøyparken. Vi vil fortelle deg om mulighetene, operasjonsprinsippet og bruksområder for elektroerosive enheter i det presenterte materialet.

Enhet og operasjonsprinsipp
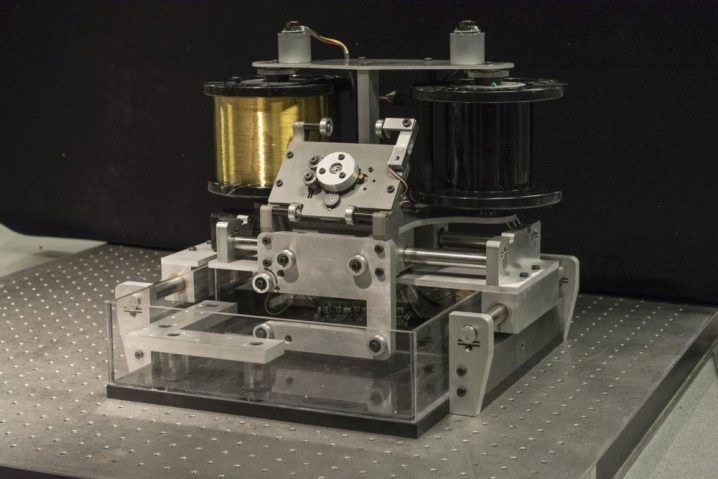
En moderne enhet for elektrisk utladningsbearbeiding (EDM) av metaller inneholder flere enheter i sin struktur.
-
Trommebeskytter.
-
Trådtrommel.
-
Arbeidsbord av (bevegelig) trådtrommel.
-
Grensebrytere for å stille inn påføringen av den viklede ledningen på spolen, og taster for å endre rotasjonsretningen.
-
Justering av kjølevæsketilførsel i bunn og topp.
-
Enhetens kontrollpanel.
-
Maskinens sentralbordutstyr.
-
Høydejusterbare koniske enhetsstøtter.
-
Støpejernsbunn.
-
Monteringshull.
-
Et hjul for vertikal mating av den øvre hylsen.
-
Kolonne.
-
Belysningslampe.
-
En enhet som lar deg vippe ledningen.
-
Underarm med 2 svingbare ruller og en karbidelektrode.
-
Skrivebordssprutbeskyttelse.
-
Overarm med 3 svingbare ruller og 2 karbidelektroder.
-
Hjul for mating av arbeidsbordet.


La oss vurdere prinsippet om drift av elektroerosive enheter.
Det overvåkede utstyret fungerer i henhold til metoden for såkalt kontrollert ødeleggelse av metallprodukter og arbeidsstykker ved hjelp av eksponering for dem med elektriske utladninger. Før start av driften av den elektroerosive enheten, plasseres arbeidsstykket i en holder spesielt designet for dette og er godt festet. Deretter tilføres en elektrisk strøm - impulsivt, i separate utladninger.

I dette tilfellet er bare en elektrode plassert på maskinen, siden selve arbeidsstykket spiller rollen som den andre elektroden.
Som du kan se, prinsippet for drift av elektroerosive enheter er ganske enkelt og greit... Disse maskinene gjør det mulig å enkelt endre konfigurasjonen, dimensjonene, formen til ulike deler og arbeidsstykker, hvis de er laget av metaller med høy elektrisk ledningsevne.

Med dette utstyret kan du jobbe med følgende materialer:
-
herdet stål;
-
krom;
-
titan;
-
høyfaste legeringer;
-
grafitt;
-
komposittmaterialer.

Takket være bruken av dette utstyret for å behandle deler eller arbeidsstykker, er det mulig å utelukke mekanisk påvirkning på materialets overflate.
I tillegg gjør spesifisiteten til prinsippet om dets drift det mulig å forlate behovet for å bruke roterende eller andre bevegelige elementer.
Maskinene er etterspurt på markedet på grunn av deres mange positive egenskaper.
-
Høy grad av automatisering. Operatøren som administrerer utstyret kan, etter eget skjønn, angi de viktigste behandlingsparametrene: trykk, hastighet og mye mer. Etter alt dette vil enheten fungere i en automatisert modus.
-
Allsidighet.I tillegg til dets spesifikke formål, kan det praktiseres likt for etterbehandling av produkter, for volumetrisk kopiering, skjæring og andre operasjoner.
-
Pålitelighet og lang levetid.
-
Produktivitet. Moderne maskiner garanterer høykvalitets bearbeiding av produkter på kort tid.
-
Høy grad av sikkerhet. Produsenter gjør sitt beste for å minimere risikoen som oppstår ved bruk av utstyret deres.
-
Alle disse fordelene er ekstremt betydelige, men de er bare karakteristiske for utstyr fra pålitelige produsenter.


Men det er også ulemper.
-
Ved arbeid er det nødvendig med vann-dielektrisk, og dette i noen situasjoner gjør bruken av en elektroerosiv enhet upraktisk, eller kompliserer driften.
-
Maskinens presisjon og ruheten til den ferdige overflaten påvirkes av flere faktorer som ikke alltid kan kontrolleres.
-
Det er fortsatt umulig å nøyaktig forutsi graden av slitasje og det totale forbruket av elektroder.
-
EDM-maskiner, inkludert stasjonære minimaskiner, er ikke billige. Bruken av dem er fornuftig når oppgavene som løses ved hjelp av dem krever hyppig tilrettelegging. Eller når produksjonen er forbundet med dyre produkter, materialer, og det ikke er mulig å fullstendig endre enheten, reservedelen og lignende. For eksempel er det nødvendig å fjerne ødelagte kraner fra en kostbar mekanisme, eller i en bilservice er det nødvendig å hele tiden fjerne ødelagte navbolter og lignende.

I dette tilfellet betaler kjøp av en EDM-enhet seg raskt tilbake.
Beskrivelse av arter
Etter avtale
I henhold til deres formål er erosjonsaggregater delt inn i flere typer.
-
Sting og kopiering-sting enheter. Praktisert for å stanse og merke deler, lage hull, inkludert dype hull. Synkemaskiner kan lage tredimensjonale produkter - for å gjenskape projeksjonen av en tegning på metall med et submikronnivå av konvergens. Praktisert i medisinske, telekommunikasjons- og romfartssektorene.


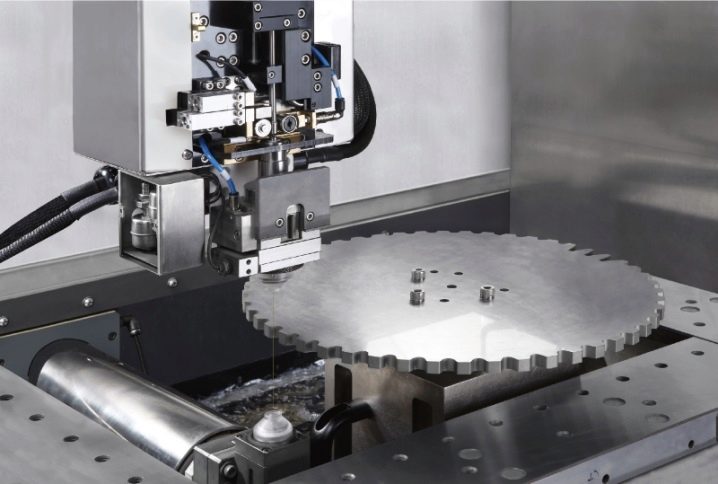
- Trådkuttede tilslag. De jobber med produkter av kompleks konfigurasjon laget av solide materialer. De kan utføre operasjoner som ikke er tilgjengelige for fresemaskiner: kutt et lite emne der det er umulig å feste en fres. Praktisert når du lager verktøy for bilindustrien og instrumentindustrien. Enheten kan med hell utføre både foreløpige operasjoner og endelig overflatebehandling, som krever høy presisjon, av deler laget av forskjellige elektrisk ledende materialer, inkludert harde legeringer.

- Superdrills av et elektroerosivt handlingsprinsipp. I hovedsak er dette en EDM-boreenhet - i stedet for de vanlige enhetene i form av forsenker og kraner, brukes rørformede elektroder til å lage dype hull. De gjør det mulig å få ultratynne hull av enhver dybde i ultrasterke materialer.


- Høyhastighets sagenheter. En myk metalltape brukes som elektrode. De er i stand til å kutte ethvert elektrisk ledende materiale, uavhengig av dets styrke og hardhet, uten å utsette arbeidsstykket for deformasjon. Praktisert i eksperimentelle laboratorier, metallurgi, luftfartsindustrien.


Ved metoden for å oppnå utslippet
I henhold til metoden for å oppnå en elektrisk utladning er maskiner delt inn i flere varianter.
-
Gnist. Lav effekt, presis skjæring. Praktisert for presisjonsbearbeiding av produkter.
-
Puls. Den økte utladningsenergien reduserer nøyaktigheten og øker varmebehandlingsområdet. Øves ved maskinering av store fly uten presisjonsforespørsler.
-
Elektrisk lysbue. Gir høy produktivitet og delherding. Øv på å jobbe med store deler. Krever etterbehandling sliping eller polering.


Topp produsenter
Produsenter av enheter av denne typen er både asiatiske og europeiske land. Mens de tjener samme formål, varierer maskiner fra forskjellige produsenter sterkt i funksjonalitet og pris.
Hvis utstyr fra Kina og Sør-Korea er mye billigere enn europeisk utstyr, produseres sistnevnte av produsenter på et høyere kvalitetsnivå med et høyere nivå av automatisering av arbeidsprosesser.
"ARTA"
Innenlandske produsenter produserer presisjonsutstyr "ARTA" for EEE av metaller. NPK "Delta-Test" regnes i dag som lederen i den russiske føderasjonen i produksjon av utstyr av denne typen. Ved å produsere nye enheter moderniserer selskapet utstyr tidligere i produksjonen.

Sodick
I det moderne utstyrsmarkedet er dette selskapet kjent for å produsere CNC-trådskårne EDM-maskiner. Med høye teknologiske egenskaper praktiseres utstyret til dette selskapet for å behandle metaller med høyt (høyere enn jern) smeltepunkt og monokrystallinske materialer. Ved hjelp av disse enhetene produseres perforerte rør og paneler, arbeidsdeler til kopimaskiner, stempler med tredimensjonale måleprofiler og cermetstempler. Profesjonelle som bruker dette utstyret klarer enkelt å lage kameraer og deres prototyper, elektrodeverktøy for kopiering og sømenheter.


Mitsubishi
Mitsubishi MV1200S trådkuttemaskin gjør det mulig å utføre det mest komplekse arbeidet med elektrisk utladningsbearbeiding av produkter av enhver konfigurasjon, laget av en rekke ledende materialer. Med den aktive driften av denne verktøymaskinen i moderne produksjon, gir kostnadene ved å kjøpe den en positiv effekt på kort tid.

Agie
Agie EDM-utstyr er laget i Sveits og konkurrerer med suksess med andre lignende modeller. Med sine små dimensjoner kan denne enheten utføre det mest komplekse arbeidet med behandling av karbiddeler til forskjellige formål i automatisk kontrollmodus.

Tilbehør og forbruksvarer
EDM-maskiner er høyteknologisk utstyr. For å øke nøyaktigheten og bekvemmeligheten av arbeidet kan du imidlertid kjøpe tilbehør:
-
klemmeenheter - støtteklemmer, 3-akse kontrollenheter, skrustikke, chucker;
-
skrivebordsramme;
-
festestrimler;
-
justerbare plater;
-
hjørne blokker;
-
elektrodeholdere og andre komponenter.
For produksjon av høykvalitetsdeler laget av spesielt sterke metaller, kreves følgende forbruksvarer for elektroerosive enheter:
-
messingtråd (alternativ med sinksprøyting er tillatt) med en seksjon på 0,1, 0,2, 0,25 mm;
-
molybdentråd med et tverrsnitt på 0,14 millimeter (produsert i spoler på 200 meter som hver veier 32 kilo);
-
messing eller kobberrør (elektrode) med en diameter på 0,5 til 6 millimeter og en lengde på 30 til 40 centimeter, messing kan ha fra ett til 3 hull;
-
modulære rør for kjølevæske, som er laget av høykvalitets polymerer.

Dielektrisk væske
Den brukes til å rense produktet fra mikrochips etter erosjon. En dielektrisk væske tjener flere formål. Fungerer som en halvleder mellom arbeidsstykket og elektroden for å opprettholde stabile og kontrollerte gnistioniseringsforhold. Dette er nødvendig for å holde elektroden, arbeidsstykket, arbeidsbordet på en stabil temperatur.
Og også en dielektrisk væske brukes til å vaske bort askeavfall som genereres under behandlingen.

Filtre
Kutting av individuelle materialer vil raskt tette filtrene. For eksempel, ved kutting av produserte produkter ved pulversprøyting, kan den indre lommen fylles med frittflytende, usintret metallpulver. Det plutselige utslippet i væsken kan tette filteret.

Ionebytterharpiks
Ved EE-behandling brukes avionisering (ionebytter) harpiks for å rense dielektrikumet (vannet) i aggregatene. Strukturen er forholdet mellom høyden på laget av kation og anion. Avhengig av denne balansen (hovedsakelig), bestemmes levetiden og kvaliteten på rensingen av dielektrikumet (vannet) som brukes i enheten.

Bruksområder
Den presenterte gruppen av enheter er designet for romlig metallbearbeiding med høyeste presisjon. Maskinen utfører konturer av mekanismer, deler, sammenstillinger laget av materialer med høy elektrisk ledningsevne. Disse er stål, kobber, aluminiumsstykker av ulik hardhet, ikke-jernholdige metaller, harde legeringer.

Trådkuttede EDM-enheter praktiseres for produksjon av utstyr, verktøy, deler med en kompleks geometrisk konfigurasjon: kopimaskiner, formkuttere, dreiekamer, dyser, stanser, kontinuerlig brukt i forhold med masseproduksjon og småskalaproduksjon. Et sentralt designtrekk ved dette utstyret er bruken av koordinater på lineære motorer med presisjonsskinneføringer.


Maskinene er utstyrt med presise lineære enkodere. Dette gjør det mulig å oppnå den høyeste grad av nøyaktighet når du lager spesielt kritiske deler.
Hvis vi snakker om piercing av elektroerosive enheter, brukes de vanligvis der produktmerking er nødvendig, eller det er nødvendig å lage teknologiske hull.















Kommentaren ble sendt.