Vertikale dreiebenker

Vertikale dreiebenker kan være svært godt utstyr for mange bransjer. Men du må finne ut nøyaktig hva deres formål og hovedkomponenter er, hva girkassen er utstyrt med. Og du må også studere andre funksjoner ved enheten, kameraer til CNC-maskiner, bli kjent med utvalgskriteriene.
Enhet og operasjonsprinsipp
Det er svært vanskelig å si nøyaktig hva det generelle synet på dreiekjedelige dreiebenker er. De er representert av et veldig stort antall modifikasjoner. Og hver versjon er optimalisert for å utføre et veldig spesifikt utvalg av manipulasjoner, som forutsigbart gjenspeiles i utseendet og den tekniske ytelsen. Universelle modeller av vertikale dreiebenker sprer seg gradvis. Men det er fortsatt svært alvorlige forskjeller mellom dem.


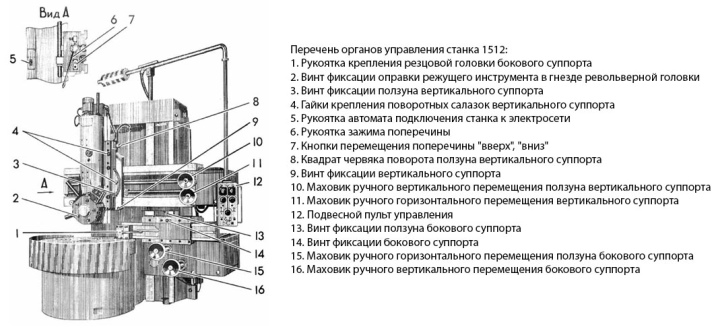
Hovednodene i enhetsdiagrammet er:
- stativer;
- en overføringskobling som gir forbindelsen mellom hoveddelene og stasjonen;
- Kontrollpunkt;
- cantilever-montering, takket være hvilken spindelen beveger seg;
- skyvelære (plassert til venstre og høyre);
- teknisk deksel;
- vugge for frontplate;
- et par matebokser;
- operatør kontroll system;
- makt kontroll enhet;
- elektrisk panel.
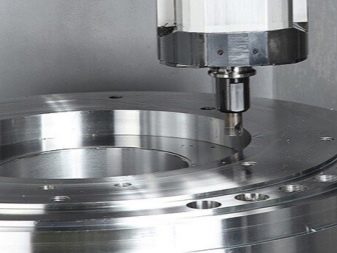
Ved hjelp av vertikale dreiebenker kan du utføre en rekke manipulasjoner:
- kutte et spor;
- gi den nødvendige formen til overflatene til sylindriske eller koniske deler;
- klargjør hull med de nødvendige parameterne;
- slipe flate områder;
- brett ut et metallarbeidsstykke;
- ordne utskjæring;
- lage en formet overflate.


Bore- og fresekjever brukes på kjededreiebenker.
De kan designes selv for modeller med store frontplater. Med deres hjelp er arbeidsstykket festet perfekt, selv om det er tungt og stort. Vanligvis er 4 eller 8 kjever inkludert i et typisk sett. Vertikale dreiebenker blir i økende grad programvarestyrt (dvs. numerisk kontroll brukes).
Denne tilnærmingen minimerer faren forbundet med den menneskelige faktoren. Takket være ham øker prosesseringsnøyaktigheten betydelig. Dessuten lar slikt utstyr deg jobbe i hastigheter som er helt utilgjengelige selv for de mest erfarne karusellvenderne som jobber med enkelt utstyr. Manuelle versjoner brukes for industrier begrenset til enkle dreieoperasjoner eller for grovbearbeiding av strukturer. Arbeidsstykkene som skal bearbeides er hovedsakelig festet i frontplateholderne.


Deretter starter du rotasjonen ved lave hastigheter. Denne kjøringen sikrer at arbeidsstykket er riktig sentrert. Deretter bringes spindelhodet inn. Den flyttes langs traversen. Sist av alt startes væsketilførselen, som smører maskinen og fjerner overskuddsvarme.
Reguleringen av omdreininger og prosesseringsmoduser avhenger av i hvilken grad girkassen er utstyrt, hvilke komponenter som er til stede i den, hvordan de er konfigurert. Alt dette er designet under hensyntagen til det valgte kinematiske skjemaet.
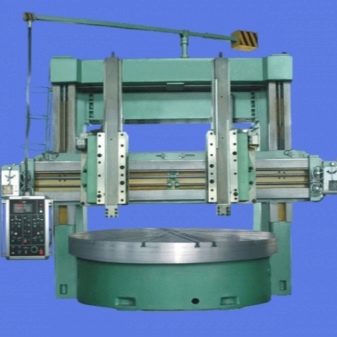
Det er vertikale dreiebenker med en eller to stolper. Versjonen med to stolper er i stand til å håndtere større arbeidsstykker og er samtidig svært effektiv. Sengene til apparatet med to stolper inneholder en tverrbjelke med borende og roterende skyvelære.

For bevegelse av disse kaliperne er det vanligvis gitt horisontale føringer. Boreblokken har en langsgående vogn med en dreiemekanisme. En del av mekanismen er glideren, som kutterholderen er plassert på. Riktig bruk av det kjedelige lysbildet og vedleggene som er lagt til det, lar deg:
-
arbeid med koniske overflater;
-
bore hull;
-
skjære gjennom de indre sporene.
Uavhengig av de spesifikke nyansene, er slike maskiner designet for å manipulere deler med en seksjon som er betydelig større enn lengden. Oftest snakker vi om seksjoner på mer enn 50 cm. Det er lett å forstå at en slik teknikk er etterspurt i spesialiserte grener av maskinteknikk, hvor det er nødvendig å produsere store produkter.
En mekanisme som en karusell lar deg flytte de ønskede gjenstandene langs en helt lukket horisontal bane.

Hvis skjæreelementet til den kjedelige dreiebenken fungerer med en endeflate, vil det dannes ringformede spor på den. Hvis du flytter selve verktøyet i et horisontalt plan, kan du ikke lenger slipe sirkulære, men spiralformede spor. Ved å variere driftsmodusene og fine innstillingene er det mulig å endre stigningen til disse sporene ganske drastisk. Sporene er utarbeidet til en vilkårlig dybde - det vil bare avhenge av hvor intensivt arbeidsblokken er begravd. Det finnes verktøy som lar deg lage riller på sideveggene også - det spiller ingen rolle om disse sideveggene er plassert inne eller ute.
Artsoversikt
Etter avtale
Allsidige modeller er optimalisert for et bredt spekter av operasjoner. Selvfølgelig taper de i perfeksjonen av produksjonen av individuelle manipulasjoner. Spesialiserte enheter er snevert fokuserte, men spesifikke typer arbeid utføres feilfritt. En universal dreie- og kjedelig dreiebenk har oftest et enkelt stativ. Størrelsene på slike enheter har sitt eget størrelsesområde, og valget av disse dimensjonene bestemmes av delen av arbeidsstykket.


Høyspesialiserte dreie- og boremaskiner er vanligvis utformet på grunnlag av universelle prøver.
Spesialisering kan oppnås:
- en økning eller reduksjon i høyden der behandlingen utføres;
- endre antall skyvelære;
- justeringer av utformingen av kaliperne;
- introduksjonen av ekstra drivhoder;
- legge til utformingen av noder som lar deg utføre komplekse handlinger.



Etter antall støttepunkter
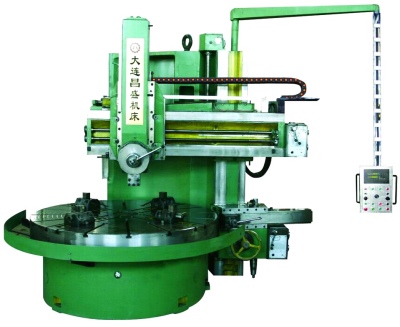
Enkeltsøylemaskiner er fortrinnsvis utstyrt med et numerisk kontrollsystem. De lar deg håndtere strukturer med et tverrsnitt på ikke høyere enn 150 cm. Et ekstra bruksområde er manipulering av koniske overflater. Hver enkeltsøylemaskin inneholder en sidestøtte med en universalholder.
Den to-post typen av enheten er preget av økt stivhet og pålitelighet, derfor brukes den til arbeid med spesielt store tunge arbeidsstykker. Bevegelsen av tverrelementet og kaliprene oppnås ved hjelp av en spesiell enhet - "portal".


Etter antall skyvelære
Det kan være en eller flere av dem. Enkeltstøttemodeller utmerker seg ved et relativt smalt bruksområde.
Jo flere slike elementer, desto bredere er anvendelsesområdet.


Etter type spindelhode
Det vanlige designet er basert på en enkelt kutter. En mer moderne type er tårnet. Med den kan du bruke flere skjæredeler samtidig. Bevegelsen er orientert både horisontalt og vertikalt etter ditt valg. Kutterne settes inn i hodet én etter én, og én etter én går de i gang.

Av typen kontroll av arbeidsbevegelser
På vanlige verksteder og hjemme brukes ofte manuelle teknikker for å bearbeide metall. Til tross for enkelheten og lettheten, har slike enheter et minus - du må handle veldig forsiktig. En slik teknikk kan bare takle enkle oppgaver, og selv når de utføres, spiller den menneskelige faktoren en stor rolle.Derfor, selv i husholdningssegmentet, blir CNC-maskiner mer og mer overbevisende ledere, til tross for økt pris.
Det er verdt å ta hensyn til parametrene til utstyret. Typiske maskiner, som leveres i mange av industrien, har i tillegg til den elektriske hovedmotoren flere hjelpedrifter. Disse spesialenhetene gir mer presis kontroll av de enkelte delene av produksjonsmaskinen. Jo større deler, desto kraftigere bør kraftverkene være. I bransjen er det ikke uvanlig med dreieutstyrsmodeller som bruker 10 kW strøm eller mer.


Det økte tempoet i karusellteknologien skyldes i stor grad detaljene ved montering av frontplater. Han er også regnet på for økt nøyaktighet av manipulasjoner. Derfor er det mulig å utføre arbeid som krever strengt begrensede toleranser. Det er verdt å ta hensyn til maksimal høyde og tverrsnitt av emnene. Høyden på strukturene kan variere - i forskjellige tilfeller er den 80-500 cm.
Nøyaktigheten som delene skal behandles med, bestemmes av kvaliteten på nøkkelblokkinnstillingene. Som allerede nevnt, når du bruker CNC, er dette tallet maksimalt. Noen høypresisjons kontureringsmaskiner kan vise enda lavere feilprosent.
Det vil imidlertid ikke være mulig å opprettholde arbeidet på et så høyt nivå hele tiden.

Toppmodeller
Det kjedelige dreiebenkmarkedet inneholder et stort antall forskjellige modeller. Dalian Guofeng Machine Tools gir et godt tilbud. Modellene 5231, 5240, 5250 kan konkurrere trygt med de beste innenlandske designene. De kjennetegnes ved økt nøyaktighet og er ganske praktiske. Selv emner med komplekse geometriske former kan behandles med hell.

Alle modellene som er beskrevet har to stativer. Men det er også versjoner med én kolonne i sortimentet til det kinesiske selskapet. Effekten deres er ikke mindre enn 22 000 watt og ikke mer enn 45 000 watt. Modifikasjoner fra 5110 til 5131 er numerisk kontrollert. Slikt utstyr er ganske effektivt, supplert med spesielle servoer.
Du må betale mer for produktene til det sveitsiske selskapet ENCE GmbH. Kvalitetsindikatorene hennes er imidlertid også høyere. Denne produsenten kan tilby flere linjer samtidig. Så LEN 3000-5000 er maskiner uten CNC som standard, men om nødvendig kan en slik kontrollenhet legges til. Hovedstrømmodulen har et par trinn. Den elektriske motoren er i stand til å levere 16 forskjellige hastigheter.

Hvis du trenger å jobbe med emner fra 125 til 200 cm i størrelse, LEN 1250-2000-serien bør foretrekkes... Disse enhetene har rulleføringer. Selve valsene inneholder rullelagre produsert med meget høy presisjon. Feilreduksjon oppnås også med balanserte verktøyholdere. For å øke påliteligheten og stabiliteten til utstyret er det utstyrt med elektriske deler fra Siemens.

Blant innenlandske firmaer bør Krasnodar Heavy Machine Tool Plant nevnes. Han leverer flere modeller av vertikale dreiebenker på en gang. For å flytte caliperen er de utstyrt med herdede stålføringer. Den to-søylede designen bruker et par tårnkalipere, eller en kombinasjon av tårn og kjedelige enheter. Noen modeller tillater bruk av høytrykksvæskekjøling.

Det er også verdt å merke seg versjonen 1A516MF3 fra Stankonov-bedriften. Stativet er festet til bordet med bolter (avstandsstykket fungerer som et mellomledd). Tverrbjelken i støpejern produseres ved støping. Enheten kan håndtere arbeidsstykker som veier opptil 10 000 kg.
Justering av kalipermating er trinnløs.

Et alternativ er produktene til "TBS"-selskapet. Mer spesifikt, enkeltkolonne versjonene 1512 / 1516F11 og 1512 / 1516F3. De bruker feeds med separate stasjoner. Som standard brukes tårnkalipere; på forespørsel fra kunder er det gitt å utstyre med spesielle klemmer som forenkler behandlingen av hjul.Høy pålitelighet opprettholdes takket være sentralisert smøring.

Valgkriterier
Vertikale dreiebenker kan ha frontplater med stor diameter. Den bestemmer hvor stort utstyret blir og størrelsen på arbeidsstykkene. I sin tur bestemmer hastigheten som frontplaten roteres med hvor effektivt systemet vil være. Enkeltbensmodeller er nødvendig for å produsere koniske deler. Versjoner med to stolper er mer populære når du arbeider med arbeidsstykker med et tverrsnitt på 160 cm eller mer.
Valg av metallbearbeidingsmetoder spiller en viktig rolle i en rekke tilfeller. Og deres gjennomførbarhet på en bestemt maskin avhenger av hvor langt arbeidsenhetene beveger seg vertikalt og horisontalt. Ved å variere helningsvinkelen til kaliperen, er det mulig å påvirke geometrien til de produserte produktene. Det er jo mer sofistikert og variert, jo større er avbøyningsvinkelen gitt av designerne. Det er andre parametere som også er viktige å vurdere.


Så, i tillegg til de høyeste og laveste hastighetene på frontplaten, bør du være oppmerksom på antall graderinger. Jo større den er, desto mer nøyaktig kan driftsmodusen justeres. Men baksiden av denne fordelen er komplikasjonen av kinematikken. Det er vanskeligere å beregne det, og sannsynligheten for en slags feil under arbeidet øker. Det er nyttig å være oppmerksom på kapasiteten til verktøymagasinet.
Hvis den er stor nok, forenkles metallbearbeidingsprosessen. Ideelt sett kan du konsentrere hele produksjonskjeden på en eller flere maskiner av samme type. Når du velger en CNC-enhet, bør du tenke på nøyaktigheten av handlingen til de utøvende enhetene. Det kritiske punktet er nøyaktigheten som den roterte frontplaten er festet med; enhver giring av den fra en gitt vinkel er uakseptabel. For effektiviteten av verktøyskift utmerkes maskiner med tårn.















Kommentaren ble sendt.