Egenskaper av en jevn hvile for en dreiebenk og dens installasjon
Informasjon om funksjonene til en jevn hvile for en dreiebenk og installasjonen vil være av stor interesse for alle som lager en dreiebenk i liten skala. Denne teknikken fungerer for metall og tre. Etter å ha funnet ut hva det er, hva er kravene til GOST og finessene til enheten, vil det også være nødvendig å studere funksjonene til bevegelige og faste lunetter.


Hva det er?
Maskinverktøy utfører et stort antall nyttige funksjoner og er det sanne skjelettet til hele den moderne verden, mye viktigere enn politiske institusjoner, betalingssystemer og religiøse kirkesamfunn. Imidlertid kan selv disse enhetene "i sin rene form" sjelden utføre sin funksjon mest effektivt og med minimale arbeidskostnader. En veldig viktig rolle spilles av "ekstern stropping", tilstedeværelsen av forskjellige tilbehør. Selv sikkerhet og bekvemmelighet på jobben avhenger av dem.

En jevn hvile for en dreiebenk, og enda viktigere, for en dreiebenk både for metall og tre, er ansvarlig for svært viktige funksjoner. Først av alt fungerer den som en hjelpestøtte. Uten den jevne hvilen ville det være mye vanskeligere å bearbeide tunge, klumpete deler. Noen av dem ville vært umulige å jobbe med. Et annet viktig poeng er eliminering av avbøyning.

Store arbeidsstykker kan bøyes under egen belastning. Kun ekstra festepunkter gjør det mulig å fungere korrekt, uten feil og avvik. Som standard er hvilene utstyrt med spesielle ruller, som sikrer at de utfører sine funksjoner i produksjonen. En jevn hvile er spesielt relevant hvis lengden på delen er 10 ganger eller mer større enn dens bredde. Da er ingen naturlig styrke og stivhet av strukturen i seg selv ikke nok til å forhindre nedbøyning.
Artsoversikt
Det er klart at et så viktig produksjonsverktøy ikke kunne ignoreres av utviklerne av kvalitetsstandarder. Dessuten ble 2 forskjellige statlige standarder utviklet samtidig. Begge ble adoptert i 1975. GOST 21190 refererer til rullestøtter. GOST 21189 beskriver prismatiske lunetter.
På en eller annen måte er begge disse enhetsalternativene plassert på automatiske dreiebenk (det offisielle navnet på dreiebenken).


Statisk
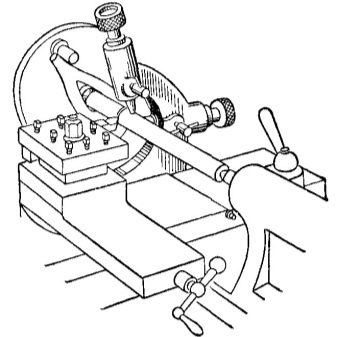
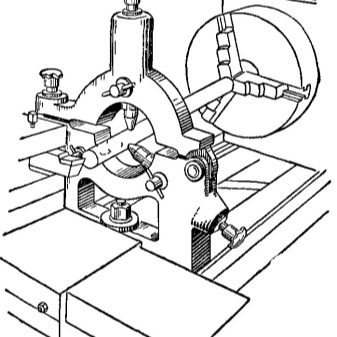
Fra et praktisk synspunkt er imidlertid deres andre inndeling viktigere - i mobile og stasjonære typer. Det kan være svært gunstig å bruke en jevn hvile. Det gir eksepsjonell manipulasjonspresisjon. Slikt utstyr demper alle vibrasjoner som oppstår under normal drift av maskinen. Tilkoblingen til sengen gjøres ved hjelp av en flat plate. Selve sammenføyningen av delene utføres på bolter.

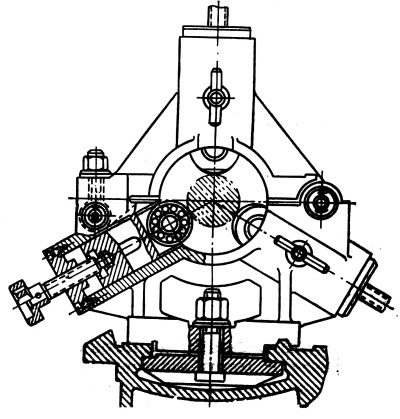
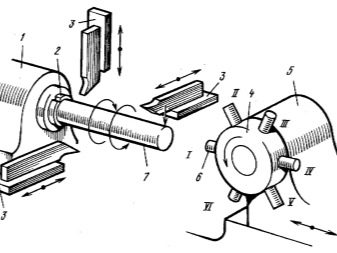
Stort sett er den stasjonære enheten utstyrt med 3 ruller (eller 3 kamre). Den ene brukes som toppstopp. Det gjenværende paret fungerer som sidefester. Denne forbindelsen er veldig kraftig og pålitelig. Den løsner ikke selv under en imponerende mekanisk belastning.
Sammensetningen inkluderer, i tillegg til basen:
-
hengslet bolt;
-
festeskrue;
-
klemme bar;
-
skruekontrollmekanismer;
-
hengsel;
-
spesiell mutter;
-
hengslet deksel;
-
spesielle hoder.


Flyttbar
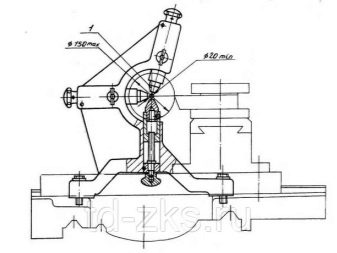
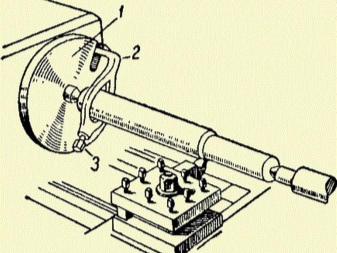
Mobilhvilen er også en spesifikk årsak. Spesielle festekanaler er dannet i den. En slik enhet er laget i ett stykke. Et ganske fullstendig bilde av formen er gitt ved en sammenligning med et spørsmålstegn. Det er vanligvis to støttekameraer i den bevegelige versjonen – topp- og sideversjoner; i stedet for den tredje støtten, brukes selve kutteren.
Det er verdt å vurdere andre kriterier som lunetter kan variere etter. I utgangspunktet er slike enheter støpt av støpejern.
Bruken gjør det mulig å utelukke deformasjon av et sprøtt og mekanisk ustabilt arbeidsstykke. Et beskyttende belegg påføres over kammene, og valget utføres av produsentene individuelt. Kammene er laget av karbid for å unngå for tidlig slitasje.


I tillegg til kammen kan det allerede nevnte rullelåsesystemet også brukes. Kammene muliggjør mer effektiv kontroll av plasseringen av arbeidsstykket i prosessen. Men rullene gjør det lettere å skli (flytte). Alt avhenger av prioriteringene til kjøperen. I tillegg må du være oppmerksom på:
-
formål (dreiing, metallsliping, lagerproduksjon);
-
antall festeelementer (noen ganger er det ikke 2 eller 3, men flere, noe som øker påliteligheten av feste, men kompliserer også designet);
-
metode for å justere klemmene (manuell metode eller en spesiell hydraulisk enhet);
-
indre diameter;
-
dimensjonene til arbeidsstykket.

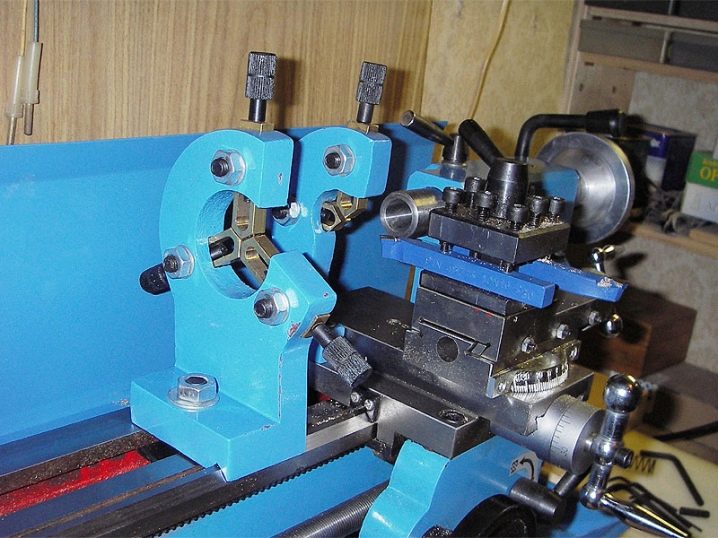
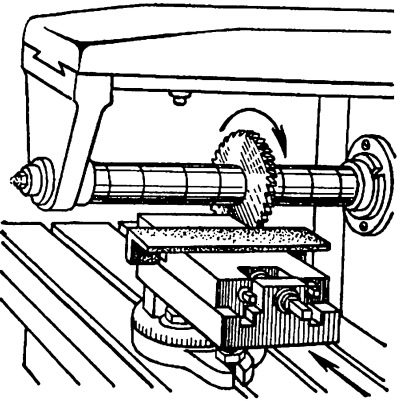
Den mobile støttestøtten er festet til støttevognen. Den brukes hvis det er nødvendig å danne riller på kammene. Denne maskinen egner seg også for spesielt ren dreiing. Ved å justere kammene kan du deretter feste deler av forskjellige dimensjoner. Deres begrensende seksjon når noen ganger 25 cm.
Mobile hviler anses som egnet for spesielt presis manipulasjon. Deres fordeler er også:
-
utvide funksjonaliteten til maskinen;
-
reduksjon i antall defekte deler;
-
enkel installasjon og innstilling av nødvendige parametere;
-
økte i forhold til stasjonære analoger graden av sikkerhet.
Det skal bemerkes at eventuelle jevne hviler reduserer produktiviteten ved dreiing. Ganske mye tid vil bli kastet bort på å fikse, omorganisere og justere dem.
Noen ganger må du sjekke fikseringsnøyaktigheten mange ganger. Det kan til og med være nødvendig å forbehandle arbeidsstykket slik at det ikke skaper problemer ved festepunktet. Kostnaden for å kjøpe og bruke en jevn hvile avhenger av mange omstendigheter og kan ikke estimeres uten å ta hensyn til dem.

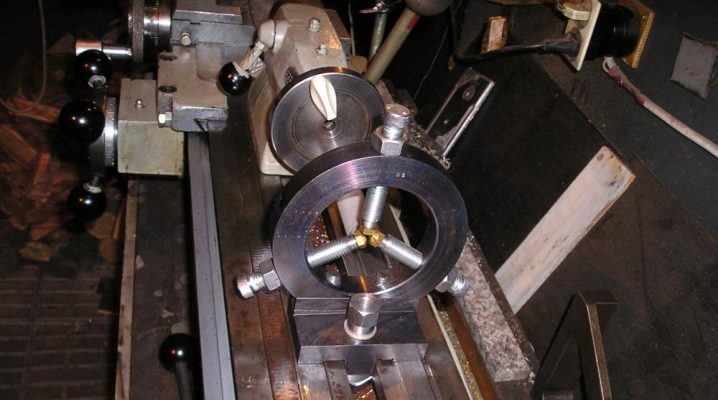
Sammen med fabrikken kan også selvlagde lunetter brukes. Behovet for dette skyldes de høye kostnadene for merkede modeller. For hver dreiebenk må det lages både en fabrikk og en hjemmelaget stødig hvile individuelt. Basen vil være en flens, som vanligvis er beregnet for tilkobling av rør. Kammene erstattes med bolter (3 stykker), hvis gjenge er 14 mm, og lengden er 150 mm.
Pinnene plasseres slik at bokstaven T oppnås. Rumpeenden kan lages av en dreier på basis av 3 spisse bronsehatter. Den innvendige gjengedelen er i dette tilfellet 14 mm. En spesiell mekanisme satt sammen av 3 muttere hjelper til med å justere og fikse kammene. Hver slik mekanisme må være separat for enhver kam.

Festeputen på sengen er laget slik at den kan bevege seg langs løperen. Muligheten for å fikse det på et visst tidspunkt er også sett for seg. Det optimale arbeidsstykket for foringen anses å være et hjørne, hvor stållaget er minst 1 cm, og størrelsen på hyllene er 10 cm. Lengden på hjørneblokkene velges lik bredden på sengeløperne , som sikrer grepet til styredelene. En mutter er skrudd på kamblokkene, og disse maskinvarene skrus av en gravør inn i andre muttere, som er sveiset på forhånd (de vil tjene som klemmer).


Hvordan installere og konfigurere?
Disse manipulasjonene påvirker effektiviteten av påfølgende handlinger nesten mer enn egenskapene til selve lunetten. Derfor bør slikt arbeid tilnærmes med alt ansvar. Oftest plasseres hvileapparatet på det nødvendige punktet ved hjelp av en bolt.Det er viktig å gjøre dette før du plasserer arbeidsstykket i midten. Eventuelle stoppere - både kam- og rulletyper - må skrus til det ytterste inn i basen.

Den bevegelige delen av støttestøtten må deretter foldes tilbake. Et spesielt hengsel vil hjelpe i dette. Når en slik manipulasjon utføres, er delen festet på maskinen. Deretter må du etablere tverrsnittet på punktet for den kommende kontakten med den jevne hvilen. Deretter lukkes lokket.
Slik at den ikke åpner seg vilkårlig, presses den til basen med en spesielt forberedt bolt. Neste trinn er kamforlengelse eller rullejustering. Det er på dette stadiet at diameteren til gapet og delen av arbeidsstykket er tilpasset. Normalt eksponerte kamstykker hviler mot delen.
Det er viktig å sjekke om den roterer jevnt når du ruller.
Det er mulig å eksponere resten på en dreiebenk:
-
bruke et justert arbeidsstykke med nøyaktig spesifiserte parametere;
-
ved hjelp av rundtømmer av stål;
-
med bruk av stativdelen, som mikrometeret er montert i.

Den første måten betyr behovet for omhyggelig fiksering av strukturen i maskineringssentre. Og også den økte nøyaktigheten til sirkelen er viktig, spesielt der det vil være kontakt med den jevne hvilen. Dette betyr behov for en tidlig pause. Presisjonsmålere er nødvendig hvis eksponering gjøres for maskinerte emner før slike deler er tilgjengelige for teknikere. Det er ikke alltid lurt å justere stopperne på denne måten i daglig produksjonspraksis. Derfor ble det laget en alternativ måte å løse problemet på - bruk av rundtømmer i stål. I dette tilfellet sjekker de hvor godt den roterer. Vridningen skal være fri. Eventuelle unødvendige belastninger og vibrasjoner under drift skal være helt fraværende.
Den stabile hvilen kan bare brukes hvis arbeidsstykket har ideelle geometriske egenskaper. Behandling av emner med uopprettelig forvrengte parametere er ikke tillatt. Først og fremst bringes de nedre kammene under delen. Måleren bestemmer avstanden langs hele lengden. Avstandene bør holdes så jevne som mulig.
Hvis den stødige hvilen ikke er plassert for groving, men for sluttbehandling, går installasjonen slik:
-
bestem det nødvendige punktet på delen;
-
mål ønsket seksjon;
-
fest doren i hodestokken;
-
eksponer enheten nøyaktig langs den;
-
fjern doren, legg den nødvendige delen i stedet for den;
-
den stabile hvilen er plassert på samme måte som før, med tanke på dens strenge parallellitet i forhold til stedet der den ble justert i henhold til doren.













Kommentaren ble sendt.