Alt om Lathe Chucks

Den raske utviklingen av metallbearbeidingsindustrien ville vært umulig uten forbedring av verktøymaskiner. De bestemmer slipehastighet, form og kvalitet.
Dreiebenkchucken holder arbeidsstykket fast og gir den nødvendige klemkraften og sentreringsnøyaktigheten. Denne artikkelen diskuterer de grunnleggende nyansene ved valg.

Egendommer
Dette produktet brukes på generelle og spesielle maskiner for å klemme arbeidsstykket til spindelen. Dette gir et fast hold og høy klemkraft ved høyt dreiemoment.


Visninger
Et stort antall chucker for dreiebenker er presentert på det moderne markedet: driver, pneumatisk, membran, hydraulisk. De er alle klassifisert i henhold til følgende fire kriterier.
Ved utformingen av klemmemekanismen
I samsvar med disse parametrene er dreiebenkchucker delt inn i flere typer.
-
Styre chuck. Slike produkter er de enkleste og brukes til behandling av senteret. Hvis sidene må skjerpes, velg de taggete eller pinnede alternativene.
-
Selvsentrerende spiral.
-
Spak... Denne typen er preget av en hydraulisk drevet koblingsstang. Produktet har økt etterspørsel i små industrier.
-
Kileformet... Den ligner en spak, men har en høyere sentreringsnøyaktighet.
-
Collet... En slik sammenstilling kan bare fikse prøver i form av stenger med liten diameter. Til tross for sin reduserte allsidighet, er den populær for sin lave radiale utløp, som har en positiv effekt på kvaliteten.
-
Boring - for å koble boret til maskinen.
-
Chuck med krympepass... Den brukes på samme maskiner som spennhylsen, men krever krympepasning.
-
Et alternativ til spennhylsen er den hydrauliske pneumatiske chucken. Dreiebenkchucker griper verktøyet under trykket fra arbeidsvæsken, så mindre kraft er nødvendig for å gripe verktøyet sikkert.


La oss se nærmere på strukturen og funksjonene til noen av de populære variantene.
Collet
En viktig rolle spilles av metallhylsen, delt inn i tre, fire eller seks deler. Antallet deres bestemmer den maksimale diameteren til varen som skal fikses.
Etter design kan de deles inn i to typer: matespenner og klemhylser. De består av en bøssing av herdet stål med tre ikke-perforerte utskjæringer, hvis ender er presset sammen for å danne et kronblad. Utkasterhylsene er fjærbelastede og varierer fra modell til modell.

Når spennhylsen beveger seg i chucken, smalner sporet, grepet til holderen og arbeidsstykket øker.
Av denne grunn brukes denne typen chuck ofte til omarbeiding av allerede maskinerte arbeidsstykker. Hvis typen arbeidsstykke ikke samsvarer med formen på hylsen, tyr håndverkere til å bruke utskiftbare innsatser.

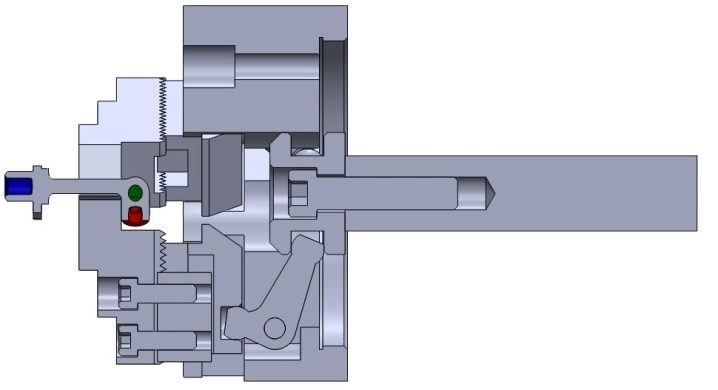
Spak
Sentralt i utformingen av denne enheten er en toarmet spak som driver holderne og klemmene. Hver av dem har et annet antall kameraer. Denne funksjonen gjør det mulig å bearbeide deler med komplekse geometrier. Chucken på dreiebenker tar lengre tid for hjelpearbeid, noe som reduserer produktiviteten.Det er likevel et egnet verktøy for bestillingsproduksjon i små fabrikker.

Denne typen maskin kan justeres med en skiftenøkkel (som beveger kammene samtidig)... Plasseringen av hvert stykke kan også justeres uavhengig.
Etter at arbeidsstykket er klemt fast, velges vanligvis et spak-type produkt for groving, siden det minste sløret kan påvirke formen til den fremtidige delen.
Kile
Kilechucken for dreiebenker er en mer avansert versjon av spak-typen. Flere uavhengige drev brukes til å justere posisjonen til klemmene. Som et resultat kan arbeidsstykker med komplekse geometrier klemmes og roteres i alle retninger. Blant annet:
-
du kan behandle produkter med en liten feil og presise former;
-
en jevn kraft påføres hver kam;
-
høykvalitets fiksering ved høye hastigheter.


Kompleksiteten i oppsettet og oppsetttiden før arbeid økes imidlertid betydelig. I mange tilfeller har dreiebenkchucker spesielle klemmemodeller tilpasset arbeid med CNC-enheter.
Etter antall kameraer
Produktene beskrevet nedenfor er mest etterspurt.
-
To-kamera... Disse chuckene har to sylindre, på den ene siden, med en skrue mellom kammene eller en mekanisk girkasse. Hvis spalten er forskjøvet mot arbeidsstykket, vil også senteraksen bli forskjøvet.
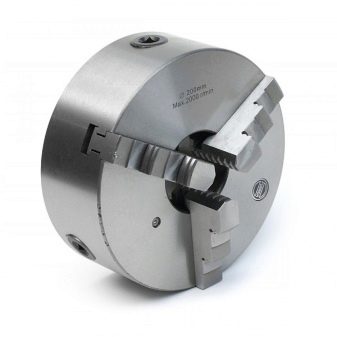
-
Tre-kamera... De drives av et girdrev og tillater rask fiksering av deler uten møysommelige omstillinger. Sentrering gjøres ved hjelp av koniske eller sylindriske skuldre.
-
Fire-kamera... Den er festet med skruer og er helt autonom, aksene deres er i skivens plan. Denne typen dreiebenkchuck krever nøye sentrering.
-
Seks kam... Disse patronene har lav knusekraft, og kompresjonskraften er jevnt fordelt. Det finnes to typer cams: integrerte og sammensatte cams. De er ikke veldig populære, og du kan bare kjøpe dem ved å forhåndsbestille dem.


Etter klemmetype
Chuckkjeven er delt inn i en fremre kam og en revers kam. Dette har liten eller ingen signifikant effekt på ytelsen.
Dette er kanskje det mest populære designet. Mekanismen fungerer ved å flytte kammen og klemmen ved hjelp av en toarmet spak.


Nøyaktighetsklasse
Det er totalt 4 nøyaktighetsklasser:
-
h - normal nøyaktighet;
-
n - økt;
-
b - høy;
-
a - spesielt høy nøyaktighet.

Avhengig av applikasjonen kan materialet til chuckkroppen velges:
-
støpejern ≥ sc30;
-
stål ≥ 500 MPa;
-
ikke-jernholdige metaller.

Dimensjoner (rediger)
Det er totalt 10 standard dreiebenkchuckstørrelser: 8, 10, 12, 16, 20, 25, 31,5, 40, 50 og 63 cm.


Oversikt over produsenter
I det moderne markedet, tysk Rohm og polere Bison-Bial, som også har fabrikker for produksjon av teknisk utstyr, verktøy og maskinverktøy. Selv om de er veldig dyre, er det nå rett og slett utenkelig å produsere hva som helst uten å snu chucker.


Og også patronene til den hviterussiske produsenten "Belmash" er veldig populære i CIS.

Hva bør du vurdere når du velger?
Feil design kan føre til en økning i antall defekte produkter og maskinhavari. I følge GOST bør følgende punkter tas i betraktning når du kobler til.
-
Monteringstype på spindelakselen. Sentreringsstropper, flenser, kamklemmer og svingbare skiver kan brukes til festing.
-
Det er en frekvensgrense... Tenk på den maksimale hastigheten som dreiebenkchucken vil fungere med.
-
Antall kjever, type kjeve (overflatemontert eller kombinert), hardhet og klemmemetode, type bevegelse - alt dette bestemmer ytelsen til klemmen og tiden som kreves for å justere den.

Hvordan gjøre det selv?
Tenk på forhånd hvordan produktet skal festes på maskinen, og om nødvendig lag eller kjøp en gjenget bøssing. Så kan du fortsette.
-
På den eksisterende platen merker du en sirkel og to akser som går gjennom midten og krysser i en vinkel på 90 grader.
-
Bruk en stikksag til å skjære ut rammen ved merket, og slip den godt.
-
Langs den resulterende aksen kuttes spor noen få centimeter fra midten og to til tre centimeter fra kanten.
-
Sag hjørnet i fire like deler og bor et hull i hver side med samme størrelse bor.
-
Tre en M8-gjenge i den andre hjørnelisten og skru inn bolten.
-
Monter den gjengede foringen for akselmontering.
-
Fest braketten til rammen med bolter og skiver.
-
Det siste trinnet er å installere chucken på dreiebenken.
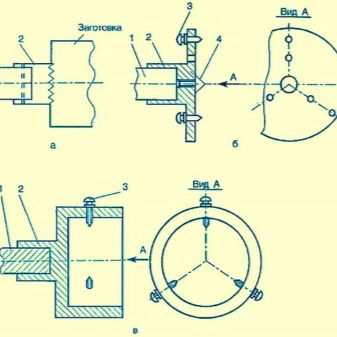

For å sikre arbeidsstykket i denne hjemmelagde chucken, flyttes og fikseres vinkelen ved å stramme mutteren, og til slutt klemmes arbeidsstykket med en skrue skrudd inn i gjengen.
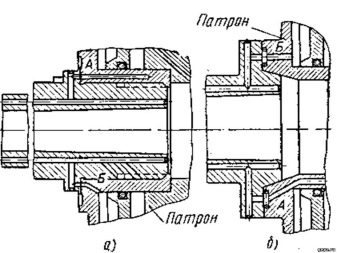
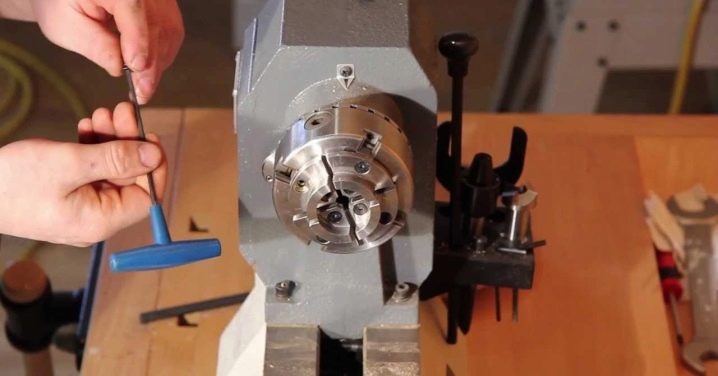
Hvordan installere og fjerne riktig?
Maskinen kan utstyres med gjengede eller flensede chucker, alt avhenger av størrelsen. Den første typen kan brukes på minimaskiner. Den gjengede chucken er ikke veldig tung, så montering er ikke noe problem, bare juster de gjengede delene og skru dem sammen. Dette kan gjøres av én person uten bruk av verktøy.
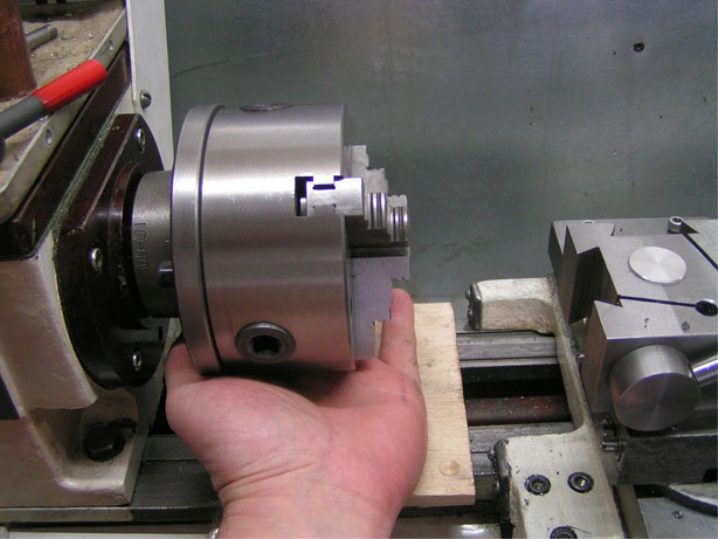
Den flensede versjonen av chucken kan veie mer enn 20 kg. Den mest populære typen er den svingbare skiven montert under spindelen.


Installasjonen utføres i flere trinn.
-
Kontroller først tilstanden til chucken og spindelen og utbedre eventuelle feil. Spindelløpet bør ikke være mer enn 3 mikron.
-
Maskinen settes i nøytral hastighet.... Deretter installeres patronen på monteringsbasen. Nå må du sentrere chucken.
-
Installer caliperen til spindelen i en avstand på ca. 1 cm, og juster tappene med hullene i flensen. Deretter mates halestokken inn i chucken, føringen går langs hele lengden mellom kammene, deretter klemmes den.
-
I neste trinn skyves chucken inn på spindelen (tappen settes inn i hullet på flensen) og fjærpennen forlenges - Bevegelig hodehylse.
-
Deretter frigjøres kammen, bakstokken trekkes tilbake og mutterne strammes. På slutten av arbeidet kontrolleres endeavløpet.

Deretter vil vi vurdere hvordan du fjerner chucken til en automatisk trebearbeidingsmaskin.
-
Etter å ha fjernet kammen på forhånd, sett føringen så langt fremover som mulig i forhold til chucken. Sikre halestokken.
-
Deretter fjernes mutterne som holder chucken på plass én etter én. For å gjøre dette, er det nødvendig å sette girspaken til minimum rotasjon for å forhindre endring av chuckens posisjon.
-
Etter å ha løsnet den første mutteren vri spaken til høy hastighet, og drei chucken til ønsket posisjon.
-
Trekk inn fjærpennen, og løsne chucken sakte fra spindelflensen.
-
Hvis patronen veier ganske mye, må den plasseres på en form for støtte, slipp deretter kammen og fjern føringen fra setet. Det er alt, arbeidet er over.
Overholdelse av reglene for oppsett og drift av maskiner garanterer kvaliteten på resultatene av bearbeiding av arbeidsstykker, og sikrer langsiktig problemfri drift av maskinen.
Driftstips
Riktig bruk av dreiebenken inkluderer følgende.
-
Regelmessig rengjøring utstyr og regelmessig sponfjerning vil bidra til å minimere nedetid, havarier og avslag under vending. Hvis vedlikeholdet ikke utføres systematisk, kan utstyrshavariene øke dramatisk, holdbarheten kan reduseres og produksjonskostnadene øke.
-
For å unngå utstyrssvikt bør du kontroller regelmessig tilstanden til skjærekantene og baksiden av arbeidsverktøyene, slip eller bytt ut stumpe verktøy.
-
Alle komponentene du trengersom olje, kjølevæske, verktøy, dreiebenktilbehør og festemidler, må være av passende kvalitet og av spesifisert merke.
-
Utskifting av defekte deler og verktøy, eliminering av enkle funksjonsfeil.













Kommentaren ble sendt.