Alt du trenger å vite om dreieverktøy

Profesjonelle vet alt om kuttere for dreiebenk, men uinnvidde kan lett gå seg vill i en rekke typer, former og produsenter av verktøy. Og det er enda vanskeligere for dem å nærme seg temaet å lage fortenner med egne hender. Men det er fortsatt regler for sliping og montering. Det er verdt å ta hensyn til dette.

Egendommer
Det som er et dreieverktøy er et element som inkluderer en holder og et arbeidshode. Den første hjelper til med å fikse kutteren på maskinen, og den andre - å jobbe med arbeidsstykket. Seksjonen av holderen kan være kvadratisk eller rektangulær. Arbeidsdelen inkluderer flere tilstøtende plan og skjærekanter, og skarphetsvinkelen er assosiert med egenskapene til materialet som behandles for øyeblikket, og med selve behandlingen.

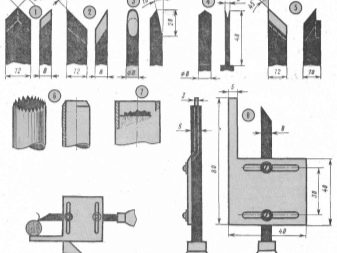
Litt om arbeidshodet: det kan være solid eller med plater som er sveiset til det (eller loddet). Og selv i dag er det kuttere for en dreiebenk, som opererer med utskiftbare plater, noe som er veldig praktisk. Kuttere med solide elementer er mindre vanlige, men sveisede / sveisede er mye mer vanlige. De er laget av høyhastighetsstål eller av en karbidlegering med tantal, titan eller wolfram.

Delen kan brukes til å behandle stål, støpejern, ikke-jernholdige metallprodukter, samt ikke-metalliske materialer.
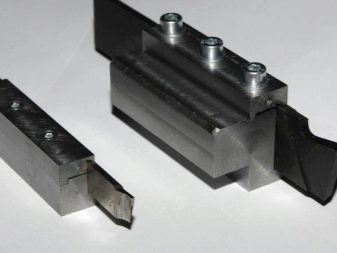
Som allerede nevnt, dreieverktøy med skiftende innsatser er en praktisk ting for en profesjonell. Platen på hodet kan holdes mekanisk, med skruer eller spesielle klemmer. Og så er den veldig behagelig å bruke den. Spesielt hvis platen er laget av mineralkeramikk (selv om kostnadene for den avskårne delen i dette tilfellet vil "hoppe") skarpt.
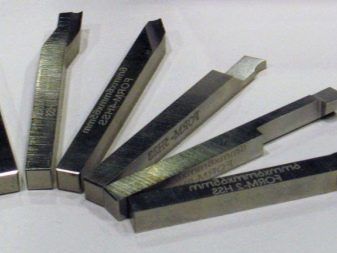
Arbeidsdelen av dreiebenkkutteren kan være karbid, den kan være laget av høyhastighetsstål eller laget av høykvalitets karbonstål. Det er mange typer fortenner, dette er en stor og kompleks klassifisering.


Artsoversikt
Fortennene er forskjellige i funksjonalitet, designnyanser og andre parametere.
Etter avtale
Her snakker vi om materialene som kutteren jobber med.
-
Tre. På markedene kan de finnes i sett med ringer, kammer, rømmer, kroker, meisler. Fortennene og rotasjonsmekanismene holdes sammen.
-
For metall. Når du skal sveise eller lodde en plate, så snakker de om det optimale valget for kutterne. Karbid og høyhastighetslegeringer brukes oftere i dette tilfellet. Installasjon av slike kuttere er ikke bare mulig på dreiebenker, men også på sporing, høvling, spesielle formål og andre.

Denne klassifiseringen er liten, her vil ikke valget være vanskelig.
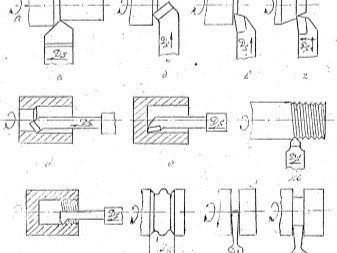
Av design
Dette er solide kuttere, der skaftet og hodet er leddet av ett system. Eller det er et verktøy med sveisede plater, de er veldig godt koblet til hodet. Hvis loddingen av platene ble utført uten teknisk nøyaktighet, kan det senere dannes sprekker på arbeidsflaten. Slike kuttere er mye brukt fordi de er egnet for en lang rekke maskiner.
Kuttere med mekanisk platefeste regnes som et av de mest praktiske alternativene for metallplater. Dette gjelder prefabrikkerte og justerende varianter, og holder.

Etter type behandling
Her er kutterne delt inn i etterbehandling og semi-finishing. For etterbehandling er matingen lav i hastighet; materiale med liten tykkelse fjernes fra emnet.Oftest er slike verktøy representert av en passerende kutter. Halvbearbeiding er veldig lik den forrige versjonen, men de har svakere egenskaper enn etterbehandling. Men de kan brukes til de samme oppgavene.


Etter type installasjon
Tangentielle fortenner er et verktøy som er installert i en viss vinkel, og dessuten alle, med unntak av en rett. Dette måles i forhold til aksen til overflaten som gjennomgår operasjonen. Og verktøyet er preget av et komplekst skjema med festemidler for intern dreiing.
Den radielle kutteren utmerker seg ved fikseringen av en utelukkende rett vinkel på overflaten som maskineres. For industrielle formål, et populært alternativ. Og den radielle versjonen har et stort pluss - det er et forenklet festesystem.


Etter fôrtype
Det er fortsatt enklere her: venstre kutter kalles verktøy med høyre side av kuttet, det er til det metallet som behandles blir snudd. Ved høyre kuttere til venstre er det en del av skjæringen, metalloverflaten snus på den for behandling.

Ved å feste skjæredelen i forhold til stangen
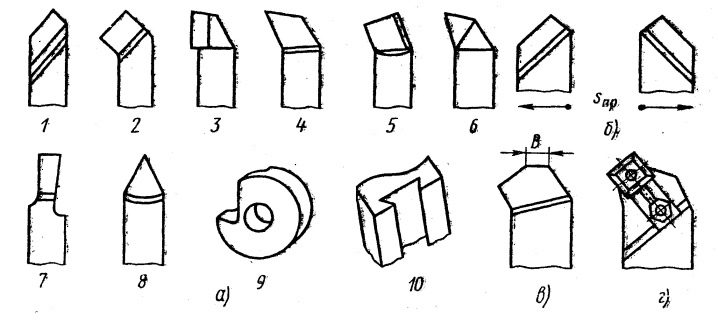
Og denne egenskapen representerer 4 typer fortenner. De bøyde utmerker seg med en spesiell buet linje, som er karakteristisk for projeksjonsaksen til den øvre posisjonen. Og lateral lokalisering sikrer at linjene er rette. Rette fortenner er de hvis projeksjonsakse opprettholder en rett linje, både ovenfra og fra siden.
I trukket fortenner er hodedelen og skaftet forskjellige i størrelse, hodet vil være mindre. Den er festet til incisalaksen. Detaljene er preget av en viss forskyvning i forhold til kutternes akse, i alle retninger. Vel, de buede fortennene ved øvre lokalisering er forbundet med projeksjonsaksen med en jevn linje, mens den laterale projeksjonen er forbundet med en buet linje.


Etter behandlingsmetode
Og det er mange varianter her.
-
Underskjæring. Hvis det er en kryssmatingsmaskin, kan verktøyet enkelt kobles til utstyret. Disse er enten kantene på forskjellige overflater, eller trinnelementer.
-
Sjekkpunkter. Funksjonell for metallbearbeiding med tverr- og langsgående mateutstyr. Dette er relevant hvis trimmingen refererer til endene, til sylindriske og kjegleformede arbeidsstykker.
-
Kjedelig. Trengs for gjennomgående og blinde hull, for utsparinger og utsparinger.
-
Rund. Her bestemte skjemaet navnet.
-
Gjenget. Danner utvendige og innvendige gjenger, med en trapesformet seksjon, samt rund og rektangulær. Produktene i seg selv kan være flate, runde og konvekse.


Og fortennene er jevne (de beholder rektangulære kanter), buede (avviker bare i form, litt), formet (kombinert med formede former for komplekse strukturer).
Materialer (rediger)
Det har allerede blitt bemerket at fortenner er laget av et bredt utvalg av materialer. For eksempel solid. Dette er wolframverktøy som kan behandle ikke-jernholdige metaller og ulike legeringer. Bra for arbeidsstykker laget av støpejern, ikke-metaller. Det finnes også titan-wolfram-kuttere som kan fungere med hvilket som helst metall. Og tantal-wolfram-titan-kuttere trengs der oppgaven er å bearbeide vanskelige metaller, for eksempel smiing og varmebestandige, altså de som ikke er så enkle å ta.


Hvis kutterne er laget av hurtigskjærende materialer, kan de være med normeffektivitet og med økt effektivitet. Men de verktøyene som er laget av karbonmateriale anses, og ganske riktig, som den høyeste kvaliteten.
Diamantkuttere brukes også: de fungerer godt med ikke-jernholdige metaller, så vel som plast, gummi, ebonitt, fiber. Men på jernholdig metall fungerer de knapt, fordi diamantkuttere i deres forhold anses som svært skjøre. Elboriske elementer regnes som "friske" konkurrenter for diamantelementer.

Topp produsenter
Russiske selskaper er også blant hovedprodusentene. For eksempel INIGS, gjør den utmerket boring gjennom deler til en god pris. Og også blant innenlandske merker er lederne "Kanashsky IZ", et populært produkt som er rett linje. Blant importselskapene er tsjekkiske produsenter svært pålitelige.
Sett er også populære, for eksempel et sett med verktøy for tre. Populære produkter inkluderer Enkor, samt Metalmaster, Proma, Proxxon. Du må imidlertid ikke bare fokusere på merker, pris og produksjonsland.


Utvalgstips
Kutteren velges avhengig av hva slags del som skal bearbeides, på delens materiale, på formen og ønsket overflatefinish. For eksempel er det en forespørsel om en sylindrisk del uten innvendig hull, noe som betyr at kutteren vil trenge en gjennombøyd, rett gjennom eller skyvkutter.
Hva annet du bør vurdere når du velger:
-
produksjonsmateriale (for eksempel rustfritt stål eller harde legeringer);
-
tilstedeværelsen / fraværet av et sett (det er ofte mer lønnsomt å kjøpe bare settene);
-
muligheten for å bruke et universelt verktøy, en slik kutter kan også kalles en modulær kutter, siden forskjellige plater kan festes til holderen i den, og derfor kan forskjellige arbeidsstykker behandles i forskjellige vinkler.

Svært ofte står fagfolk overfor vanskeligheter med å velge et verktøy "for seg selv". Det skal virkelig være enkelt å bruke og helst rimelig. Og tanken på å lage en hjemmelaget kutter er ikke et slikt gamble.
Hvordan gjøre det selv?
La oss si at vi snakker om å lage et tredreieverktøy. Det er disse verktøyene som oftere lages på egen hånd.
Enhver type meisel innebærer å følge en slik ordning.
-
I henhold til tegningene eller et bilde kuttes et stålarbeidsstykke av ønsket form ut - dette gjøres på en dreiebenk i henhold til de angitte dimensjonene.
-
Den primære skjerpingen av den fremtidige kutteren utføres.
-
Metalldelen må herdes slik at fresen kan håndtere ulike treslag. Først varmes metallet opp til ekstrem temperatur, deretter dyppes det i motorolje, og der må det avkjøles helt. Og du kan tåle det bare i romtemperatur.
-
Dette etterfølges av ferdigsliping.
-
Den skjærende delen av kutteren skyves inn på trehåndtaket på verktøyet.


I denne prosessen vil det mest avgjørende øyeblikket være den primære skjerpingen. Fortennene er veldig forskjellige, de er laget av for eksempel en fil, men poenget er nettopp formålet med verktøyet, det påvirker resultatet. For eksempel, for å lage en kutter med en halvsirkelformet skjærekant, er en kontur merket på arbeidsstykket, alt unødvendig fjernes langs det og spissen av ønsket radius skjerpes. Skjæret må slipes forsiktig slik at det kommer jevnt ut.

Et eksempel på hvordan du lager en reyer kutter med egne hender.
-
Et arbeidsstykke er smidd fra filen til størrelse.
-
Et flatt arbeidsstykke plasseres på en halvsirkelformet krympe, som står i ambolthullet, en halvsirkelformet flottør festes på toppen, og slås med en hammer. Dette gjøres slik at lerretet bøyes rundt lengdeaksen. I stedet for sparkel brukes en stålstang.
-
Inntil herdeøyeblikket dreies "trekket" i en vinkel på 45 grader. Etter herding vil det være vanskeligere å gjøre det samme, derfor er det viktig å ikke gå glipp av øyeblikket.
-
Deretter er arbeidsstykket herdet, det må avkjøles.
-
Lerretet sendes til ovnen for å varme opp til 200 grader. Etter 20 minutter tar de den ut og lar den stå i luften til den avkjøles.
-
De ytre og indre overflatene behandles, alle deformasjoner må jevnes ut.
-
Skjæreggen må slipes ved først å justere den vinkelrett på lengdeaksen.
-
Det gjenstår bare å sette håndtaket på - gjør-det-selv-reyeren er klar.
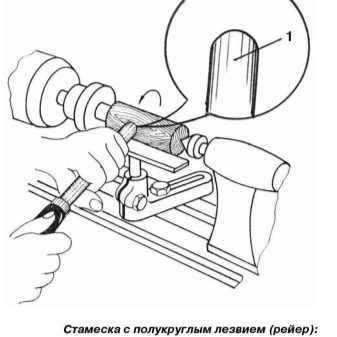

Strålerens blad kan forresten være rett eller skråstilt, krøllete, avhengig av formålet med å bruke verktøyet, bredden av dets handlinger.
Skjerpende nyanser
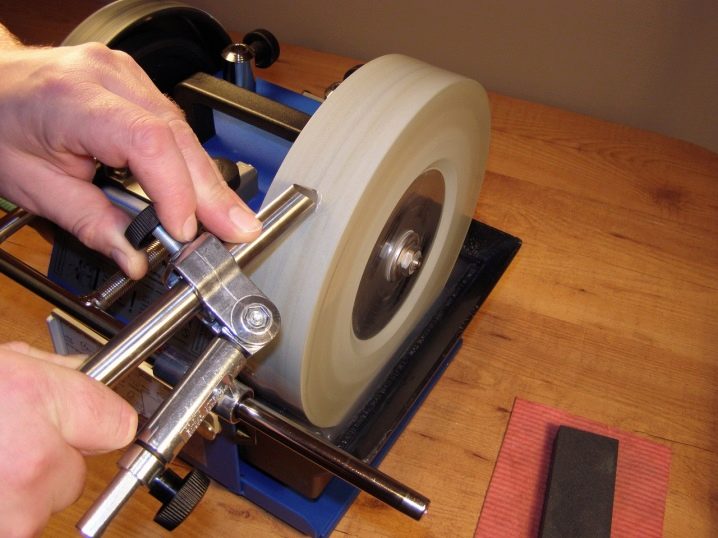
Å skjerpe fortennene er mer enn et avgjørende øyeblikk. Uten den vil det ikke være mulig å opprettholde arbeidsdelen i optimal stand, i form og med riktig vinkel. Det er ikke nødvendig å slipe kun kutteren i form av en engangskarbidinnsats. Hvis vi snakker om industribedrifter, blir kutterne slipt på en spesiell maskin. Hjemme må du være kreativ. For eksempel kan kjemikalier eller slipeskiver brukes til dette. Et slipehjul er ofte installert på en dreiebenk - det kan skjerpe kutterne med en ganske høy kvalitet, og bringe verktøyet til ønsket geometri.


Hvis du bestemmer deg for å velge et slipehjul, må du fokusere på grunnmaterialet. For eksempel, skjerper karbidkutteren riktig, vil sirkelen være grønn, silisiumkarbid. Hvis en del er slipt av høykvalitets karbonstål eller høyhastighetsstål, bør korund velges.
Sliping utføres med og uten kjøling, og det første alternativet er mye å foretrekke for mange håndverkere. Kaldt vann vil strømme til området der kutteren kommer i kontakt med slipeskiven. Hvis kjøling er utelukket, er det etter prosedyren uakseptabelt å avkjøle verktøyet kraftig, skjæredelen risikerer bare å sprekke.
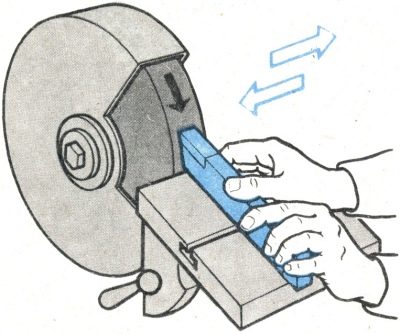
Skjerping innebærer også eksemplarisk fasering: først behandles den bakre overflaten av basen på sirkelen, deretter den bakre hjelpeflaten, og bare ved finishen - fronten. Avslutt arbeidet med å slipe skjærekanten, ta hensyn til den nødvendige avrundingsradiusen.
Umiddelbart i skjerpingsøyeblikket, skal elementet sakte beveges i en sirkel (nøyaktig sakte, hastverk forstyrrer ofte operasjonen), ikke trykk det for mye. Dette er viktig for organiseringen av jevn slitasje og dannelsen av en ekstremt flat skjærekant.
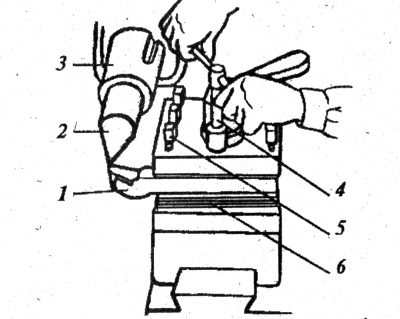
Installasjonsregler
Feilfri festing av elementet på verktøyholderen er det påfølgende korrekte dreieslaget. Hvis verktøyet er feil innstilt, vil maskinen raskt slite ut skjærekanten. Før monteringen påbegynnes, må holderføttene rengjøres. I utgangspunktet er regel # 1 at tuppen av kutteren skal være på nivå med senterlinjen til dreiebenken (som betyr sentrering). Hvis den er installert under linjen, vil delen ganske enkelt skyves ut av midten når den kjøres, hvis høyere, vil oppvarming være uakseptabel og slitasje vil være rask.

Hva annet er viktig å vite om installasjonen:
-
hvis den er festet i spesialholderen med minst to bolter, gir dette allerede en garanti for korrekt installasjon;
-
den faste kutteren bringes til midten av bakstokken eller hodestokken, gjennomgår høydejustering, ikke mer enn tre puter legges under den;
-
forresten, foringene er forberedt på en kompleks måte, det er ikke noe alternativ til dem;
-
shimsene plasseres på støtten til kutterholderen med kontroll over fremspringet til sistnevnte (ikke mer enn 1,5 stanghøyde), ellers vil maskinen jobbe med vibrasjon;
-
så kan du justere dybden på kutteren med testspon eller en kryssmatingsskive;
-
hvis den første metoden tas, beveger kutteren seg tett til den berører rotasjonselementet, deretter går den til høyre, og deretter bestemmes skjæredybden intuitivt;
-
hvis du savnet slipediameteren, må du gjenta alt med den nødvendige skjæredybden til du får den rette.
Forresten, før du installerer kutteren i holderen, bør du vite at 4 elementer kan festes i den samtidig. Det er ikke mindre enn to bolter per feste.
For å kutte metall, for utskjæring av treoverflater, er kuttere nesten uerstattelige. Du kan søke etter ønsket vare i entall, du kan kjøpe multikuttersett for CNC-maskiner, og noen varer er billigere å lage på egen hånd. Det viktigste er å vite nøyaktig funksjonaliteten til verktøyet og forstå teknologien for å jobbe med det.














Kommentaren ble sendt.