Funksjoner ved rifling for dreiebenker
Trådrulling med spesialruller er et populært og allsidig alternativ som brukes av de fleste håndverkere i produksjon. Denne løsningen gjorde det ikke bare mulig å oppnå gjenger med høy presisjon, men sørget også for at det ferdige produktet oppfylte de nødvendige kravene og akselererte behandlingen av deler.

generell beskrivelse
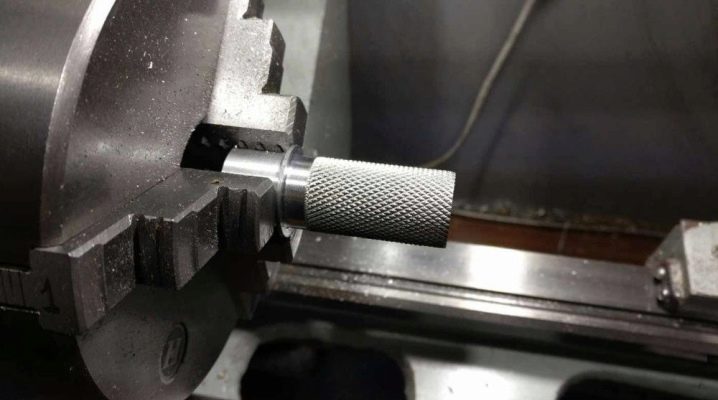
Knurling, utført på dreiebenker, er en spesiell teknologi som brukes til å danne ulike overflater av produkter. Ved hjelp av spesialverktøy klarer håndverkere å rulle inn på deler:
-
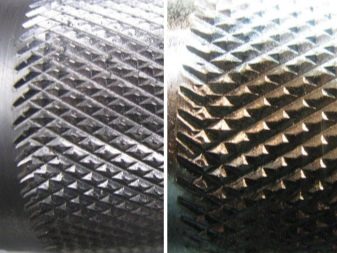
mesh;
-
korrugering;
-
risikoer;
-
hakk.


I dag anses rullemetoden for å behandle materiale etterfulgt av tråding som et universelt alternativ som gjør tilgjengelig:
-
forbedre arbeids- og styrkeegenskapene til produktene;
-
eliminering av defekter - sprekker, riper og andre deformasjoner;
-
øke korrosjonsmotstanden til produktet;
-
elementmodernisering for å forbedre driften.

Noen detaljer krever en rullende prosedyre slik at de enkelt kan brukes senere. For eksempel er det ofte laget spesielle riller på hodene til skruer eller håndtak.
Visninger
Metallbearbeiding innebærer bruk av to typer rifling i dreiebenker.
-
Forming... De brukes når det er nødvendig å danne tenner og tråder. I utgangspunktet blir sylindriske deler utsatt for behandling. Og også rifling brukes til å lage hakk på måleinstrumenter, som senere skal bli måleskalaer. I mange bransjer er rifling også kjent som et spyd.
-
Herding... Ved å bruke denne teknikken er det mulig å øke slitestyrken til produktet, og dermed forlenge levetiden. Og også rifling øker styrkeegenskapene til det behandlede elementet. I prosessen med bearbeiding påføres arbeidsherding på overflaten av materialet, på grunn av dette forbedres driftsegenskapene. I utgangspunktet brukes herdende rifling ved fremstilling av festemidler, aksler eller foringer.

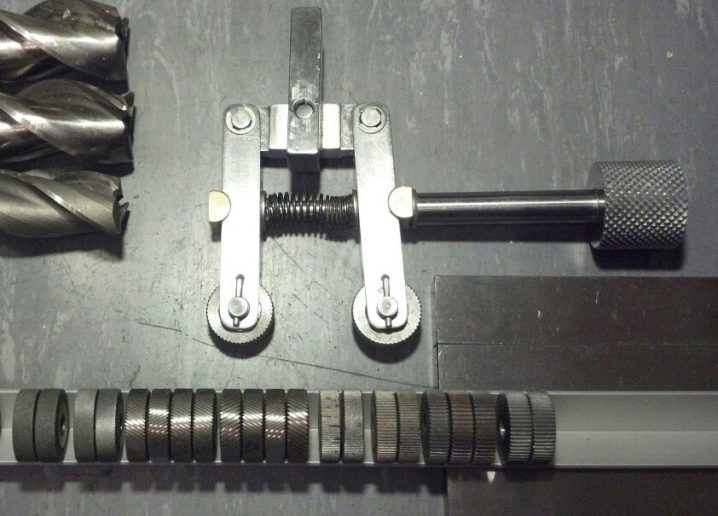
Rulling utføres ved hjelp av spesialverktøy - base og ruller, laget av slitesterkt rustfritt stål. Dimensjonene til tennene på hver av rullene bestemmer formen og størrelsen på den fremtidige tråden eller annen type behandling.

Det finnes følgende typer videoer.
-
Rullende... Elementer brukes til å danne et relieff på en overflate. For å oppnå ønsket resultat er det nødvendig å installere rullen i holderen, som deretter monteres i verktøyholderen. Riflevalser er i tillegg delt inn i en- og tosidige. Førstnevnte er etterspurt når de danner et rett mønster, sistnevnte er nødvendige for nettingkorrugering.

- Tannet... Gjelder for dannelse av tenner, hovedsakelig brukt til bearbeiding av sylindriske deler. Ved hjelp av tannruller kan de ønskede parametrene oppnås på én gang.

- Universell... De gjør det mulig å danne korrugeringer på forskjellige elementer: fra håndtak til festemidler. De er også designet for å lage riper og hakk.

- Standard... Disse valsene er vanlige kuler satt sammen av hardt legert stål eller herdet jern. Noen av elementene er utstyrt med en fjær for jevnt trykk på delen. Fordelen med disse valsene er muligheten til å justere trykkkraften. Oftere, ved bruk av standardmodeller, behandles deler med minimal stivhet.


For å utføre arbeidet, er det verdt å nærme seg valget av valsen nøye, siden resultatet vil avhenge av størrelsen, formen og ytelsen til elementet.
Nyanser av bruk
For å fullføre prosedyren kreves det dreieutstyr - en maskin. Før du starter arbeidet, er det nødvendig å stille inn omdreiningene på utstyret - ikke mer enn 100 per minutt. Kraftige modeller og profesjonelle maskiner er i stand til å håndtere oppgaven på en gang. Hjemme må du rulle produktet flere ganger.
Det er fire typer rulling:
-
direkte;
-
kantete;
-
kryss;
-
halvsirkelformet.

De to første alternativene innebærer bruk av en enkelt riflet rulle. Kryssrulling krever to deler.
Det særegne ved rullene som utfører halvsirkelformet rulling er et spesielt halvsirkelformet spor med en radius der kuttingen finner sted. For å forhindre at delen går utover kantene under prosedyren, bør radien til sporet overstige radiusen til delens avrunding med omtrent halvparten av rifletrinnet.
Andre funksjoner ved bruk av rifler.
-
Ved rett- og tverrnotering må det tas hensyn til avfasningenes dimensjoner.ellers vil det dannes grader på overflaten.
-
Ved rulling øker diameteren på produktet med gjennomsnittlig 0,5 rifletrinn. Dette må tas i betraktning ved valg av ruller.
-
Riftetrinnet beregnes basert på flere parametere: diameteren og egenskapene til materialet, samt lengden på overflaten som skal behandles... For eksempel, for harde materialer, velg et grovt trinn. Det samme gjelder deler med store hull.
-
Trådrullingsprosedyren bør startes før du fullfører overflaten på delen.... Dette forklares av forekomsten av store spenninger forårsaket av rullene, på grunn av hvilke dimensjonene til elementene kan endres.
-
Nesten enhver maskin er egnet for oppgaven, utstyrt med en høyelektrisk verktøystolpe.
-
Før prosedyren bør rullene rengjøres grundig med en børste, for ikke å skade overflaten til det behandlede materialet.

Rulling er en kompleks prosess, før du utfører som det er nødvendig å ta seg av forberedelsen av verktøy, materialer og montering av strukturen. For å starte prosedyren, må du installere rullen i holderen. Det finnes følgende typer:
-
flytende hodeholder;
-
en - eller tosidig;
-
U-formet;
-
V-formet.


Universelle modeller av maskiner gjør det mulig å jobbe med et par ruller på en gang, på grunn av hvilket det er mulig å oppnå et kryssmønster. Andre enheter lar deg endre dybden på sporene, utvide utstyrets evner.













Kommentaren ble sendt.