Alt om dreiebenk

For å utføre ulike operasjoner for bearbeiding av metallprodukter, er det ofte nødvendig å bruke dreiebenker. I en stor kategori kan vi skille enheter av dreie-roterende type, som er de mest utbredte.


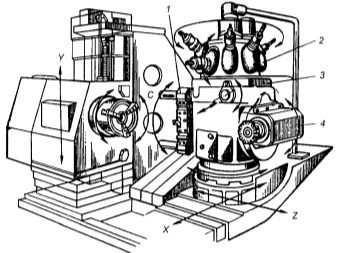
generell beskrivelse
Det grunnleggende formålet med turret-sving-teknologien tilsvarer typiske dreiesett. Forskjellen er tilstedeværelsen av et roterende hode med flere posisjoner. Dette strukturelle elementet øker effektiviteten til utstyret betydelig og reduserer også tiden som kreves for å behandle hvert produkt. I tillegg, moderne modifikasjoner av TRS med en CNC-modul har blitt utbredt. De har et tårn, spesielle sitteplasser for plassering av skjæreverktøy.
Den nødvendige typen hodestruktur skyldes den raske utviklingen av metallbearbeiding. Faktum er at en slik strukturell detalj i tandem med CNC gjør det mulig å øke prosesseringshastigheten til produktene med 2 ganger eller mer. I tillegg forbedrer det parametrene for nøyaktigheten av dimensjonene til de ferdige delene og graden av ruhet på overflaten.
Når vi snakker om dreiebenkinstallasjoner, er det nødvendig å identifisere følgende nøkkelfakta.


I de fleste tilfeller er dette utstyr kjøpes for industrielt bruk. Den er installert i verksteder som driver serieproduksjon av produkter; i alle andre tilfeller vil bruken ikke være økonomisk berettiget.
Grunnleggende funksjoner ved dreiemekanismer for tårn gi muligheten til å utføre prosessering av elementer med høy matehastighet ved økt hastighet... En spesiell kjølevæske tilføres skjæreområdet, som forhindrer overoppheting av selve verktøyet og arbeidsstykkene som behandles.

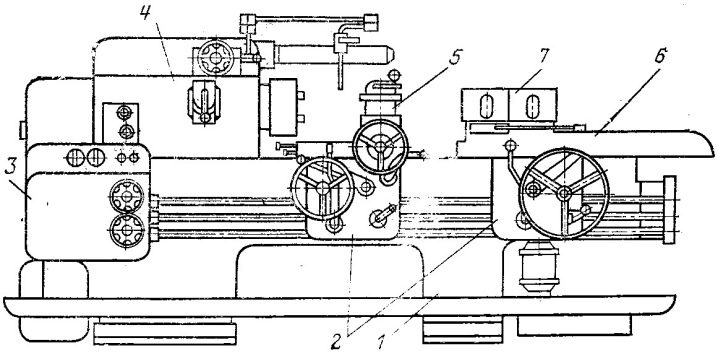
Alle hovedenhetene til slikt utstyr er plassert analogt med andre dreiebenker - dette er det som sikrer antall utførte operasjoner. Generelt gir de tekniske parametrene til slike enheter muligheten til raskt å erstatte skjæreflatene.
Visninger
Moderne produsenter tilbyr et bredt utvalg av dreiebenker. De er forskjellige i arbeidsmekanismen, spekteret av utførte operasjoner, designfunksjoner og noen andre egenskaper. La oss dvele mer detaljert på det eksisterende grunnlaget for klassifisering av slike installasjoner.
Av typen arbeidsstykke som behandles
Avhengig av typen bearbeidede produkter, er maskiner for patron- eller stangarbeid... Aksler med store diametre er festet i patronboksene. Bardelen er mindre, men de har en ganske imponerende lengde.

Etter posisjonen til arbeidsstykkets akse
Ved plassering av aksen til arbeidsstykkene som skal bearbeides, kan du utpeke horisontale og vertikale samt skråstilte modifikasjoner... Maskinverktøy med vertikalt og horisontalt arrangement har fått maksimal sirkulasjon, installasjoner med en skrå akse brukes mye sjeldnere.
I tillegg lar noen modeller deg vippe delen for å snu eller andre operasjoner utført i en liten vinkel.


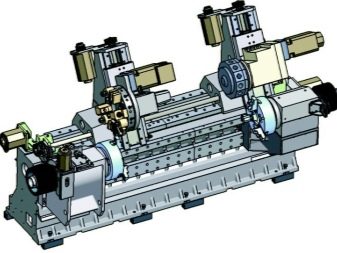
Det lages en egen gruppe dreiende og roterende halvautomatiske enheter. De er etterspurt når du arbeider med stenger med forskjellige diametre.Blant hovedtrekkene til slikt utstyr er følgende egenskaper.
Enkel spindel maskin, som kun har en perforert spindel for å romme stangen. I dette tilfellet er størrelsen på hullets tverrsnitt relativt liten.
Tilleggsutstyr har form av en enhet som er ansvarlig for å mate og holde produktet i en statisk posisjon.


Samtidig sørger designet for en enhet for tilbaketrekking av det behandlede elementet etter slutten av operasjonen, på grunn av hvilken maksimal automatisering av produksjonen blir mulig.
De beste produsentene og modellene
De fleste innenlandske bedrifter installerer standard TRS - 1P371, 1A365, 1N318, samt S193A, 1365 og andre... Men det siste tiåret har det vært en tendens til å erstatte dem med avanserte teknologiske versjoner med CNC. Modifikasjoner med CNC har mange fordeler, som skyldes økt grad av automatisering og funksjonalitet, samt den eksepsjonelle nøyaktigheten av behandlingen.

Utstyret 1V340F30, som tilbys av Berdichev-anlegget, utmerker seg ved sine økte tekniske og operasjonelle egenskaper. Denne enheten styres gjennom et CNC-kompleks, og dens design inkluderer et hode med 8 posisjoner. Støtten er plassert på tvers, noe som tillater behandling:
-
enkeltprodukter med et tverrsnitt på opptil 20 cm;
-
barprodukter med en diameter på opptil 5 cm.

1P426DF3-enheten, produsert ved Alapaevsk-maskinverksanlegget, er velkjent. Dette er en moderne teknologi med en programkontrollmodul. Det er etterspurt for enkelt, liten og mellomstor produksjon av metallprodukter. Den er ikke egnet for behandling av store partier.
Hovedtrekket var plasseringen av de to hodene på kryssstøtten... En av dem er sekskantet, designet for å jobbe med indre overflater, den andre er rund, 8-posisjon - for eksterne.


I tillegg har mye importert utstyr, som er kjent for sin ytelse, dukket opp på det russiske markedet for dreieinstallasjoner i disse dager.
-
ST- og DS-enheter fra Haas Automation (USA). Disse maskinene lar deg behandle produkter av legert stål, samt rustfritt stål.
-
GS-200 maskiner fra selskapet Riktig vei.


Komponenter
Som andre maskiner involverer dreiebenkteknologien bruk av komponenter - verner, føringsrør og spindler... I dag tilbyr produsenter et bredt utvalg av modeller, hvor antall spindler kan variere. Samtidig fremheves følgende hovedpunkter.
Ved horisontal posisjon av arbeidshodets akse kan støtten rotere rundt sin egen akse, samt bevege seg frem og tilbake langs denne aksens retning. I dette tilfellet utføres rotasjonen samtidig på flere arbeidsstillinger, hvorav det totale antallet ofte overstiger et dusin.
Med en skrånende så vel som en vertikal akse av hodet, er kaliperen enten konvensjonell eller av den roterende typen.
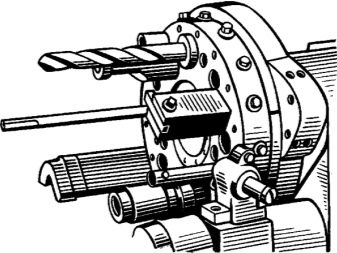
TPCer med CNC antar også en modul som er ansvarlig for høypresisjonsmaskinering med muligheten til å endre parametrene til hodeposisjonen. Vanligvis er hovedenhetene dekket med et spesielt foringsrør. Dette øker operatørens sikkerhet mange ganger.
Hva slags arbeid gjøres?
Som allerede nevnt, tillater de tekniske og operasjonelle parametrene til moderne roterende enheter å utføre en rekke operasjoner. Variable produkter presentert i form av revolusjonslegemer kan brukes som emner. De vanligste manipulasjonene inkluderer:
-
snu på den ytre overflaten, mens passasjen kan være grov eller finish;
-
skjære når du installerer skjæreelementet;
-
tråding - både internt og eksternt;
-
rilling forskjellige dybder og konfigurasjoner.

I tillegg til standard sylindrisk konfigurasjon, er slike maskiner i stand til å behandle andre typer arbeidsstykker.
-
Med profilformet type - når en halvautomatisk dreie-fresemaskin brukes, utføres dreiing, som all annen bearbeiding, gjennom en buet mal eller ved hjelp av en kopilinjal.
-
Konisk - behandlingen utføres ved hjelp av en spesiell kopimaskin. I tillegg kan en konisk overflate oppnås ved metoden for å utføre en engangs langsgående-tverrgående mating.

Kompakte dreiemekanismer for tårn kan plasseres i en egen kategori. Slike enheter kan til og med installeres i hjemmeverksteder.
Hva bør du vurdere når du velger?
Når du velger dreiebenk, må du fokusere på viktige kriterier.
Nøyaktighetskategori - for å etablere muligheten for å bruke en viss modifikasjon av utstyr for å behandle metallprodukter, er det nødvendig å vite hvilken nøyaktighet som potensielt kan oppnås. De aller fleste versjoner gir klasse H.
De maksimale parametrene for delen - seksjon, lengde, samt utformingen av arbeidsenhetene seg imellom.
Arbeidsstykkemateriale - vanligvis på slike maskiner behandles støpejern, høy-, lavkarbon- eller legert stål, dreiing av andre legeringer er tillatt.
Begrensende antall omdreininger per tidsenhet - et arbeidsstykke med spesifiserte krav til dimensjonsnøyaktighet og ruhet kan oppnås utelukkende ved å vri delene til en viss hastighet. I dette tilfellet må det totale antallet sendinger tas i betraktning.
Produsenter må angi data om maksimal hastighet som individuelle enheter kan bevege seg med når de utfører høyhastighetsfôring.

Motoreffektparametere og antall motorer - Som regel, i små installasjoner, har motorene lav effekt, siden de behandlede delene er kompakte, og litt metall fjernes for hver kjøring. I serieproduksjon skal motorer tåle kontinuerlige belastninger.
Dimensjoner og vekt på utstyr - det er mye enklere å installere minimaskiner. I tillegg trenger store størrelser nøye forberedelse av arbeidsbasen.
Og det er også nødvendig å ta hensyn til det kinematisk diagram av mekanismene kan variere... For eksempel ble modeller i gammel stil laget på en slik måte at erstatningshjul av visse konfigurasjoner ble installert for å danne visse typer tråder.
Beskyttelse - modifikasjoner med CNC krever installasjon av et beskyttelsesdeksel. Dette minimerer risikoen for skade under bruk av utstyret.

I moderne dreieanordninger utføres installasjonen av nødvendig utstyr, samt skjæreflater, med maksimal nøyaktighet. I slike enheter er det ikke behov for manuell utskifting av skjæreverktøyet - dette reduserer bearbeidingshastigheten til hver del betydelig. Som et resultat øker produktiviteten, noe som medfører en reduksjon i kostnadene ved bearbeiding av arbeidsstykker. Samtidig forårsaker reparasjon av slike maskiner mange vanskeligheter. Derfor, under driften, blir det gitt spesiell oppmerksomhet til forebyggende vedlikehold, rettidig identifisering og eliminering av problemer.
Oppsettfunksjoner
Før du begynner å bruke tårndreieutstyret, er det svært viktig å sette det opp. Det inkluderer flere hovedstadier.
-
Installasjon av utstyr for å feste arbeidsstykket, installasjon av skjære- og hjelpeverktøy.
-
Sette stoppesteder, nødvendig for å styre stengene og begrense bevegelsen til kaliprene.
-
Montering av kontrollenheten for kam, plugger, brytere, håndtak og andre anordninger for å oppnå en gitt bevegelsesfrekvens for spindelen og de nødvendige hastighetene til skjæreverktøyet.
-
Testbehandling et par prøveelementer, sjekker deres egnethet for etterfølgende drift.
-
Forsoning og om nødvendig justering av plasseringen av stoppere på maskinen i henhold til et gitt prosjekt.













Kommentaren ble sendt.