Dreiebenk tailstock enhet og justering

Kvaliteten på de behandlede arbeidsstykkene avhenger av omtanken til hver mekanisme i prosesseringsmaskinen, på justeringen og stabiliteten til driften av hver enhet. I dag vil vi vurdere en av de viktigste enhetene i en dreieenhet - halestokken.
Denne noden kan kjøpes ferdig fra fabrikkstedet, eller du kan gjøre det selv. I artikkelen vil vi snakke om hvordan du lager det selv hjemme, hvilket sett med verktøy du trenger, og hvordan du justerer det.
Enhet
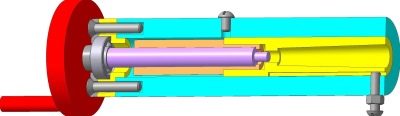
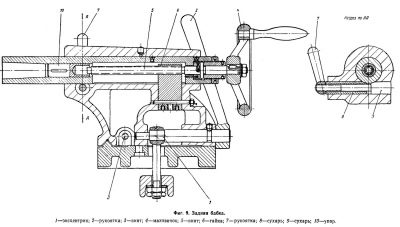
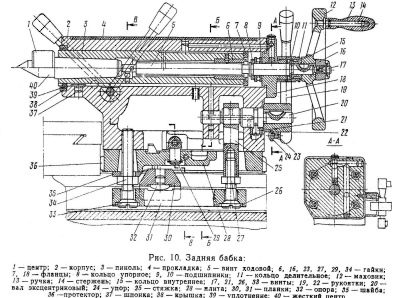
Bakstokken til en metalldreiebenk skiller seg fra motparten i en tredreiebenk, men den generelle utformingen av denne bevegelige delen er fortsatt den samme. Slik ser beskrivelsen av enheten til denne noden ut:
-
ramme;
-
ledelse element;
-
spindel (fjærpenn);
-
svinghjul, som tjener til å flytte fjærpennen langs midtlinjen;
-
matechuck (skrue som justerer arbeidsstykkets bevegelsesretning).
Kroppen er en metallramme som alle elementer er sikkert festet til. Den bevegelige mekanismen til endestokken til dreieenheten må sikre pålitelig fiksering av arbeidsstykket under hele behandlingen.
I størrelse har dette elementet samme diameter som arbeidsstykket som skal bearbeides.


Bakstokkkjeglen fungerer som en låsemekanisme på en trebearbeidingsmaskin. Senteret er orientert mot midten av objektet som skal behandles.
Når maskinen er i gang, må senter- og symmetriaksen være nøyaktig den samme. Kanskje noen undervurderer rollen til en slik mekanisme som en halestokk, men det er nettopp enheten som i stor grad bestemmer de tekniske egenskapene og egenskapene til enheten for bearbeiding av metall eller tre.
Formålet med noden
Bakstokken fikserer trearbeidsstykket strengt i ønsket posisjon. Dette er et viktig poeng for arbeidet som utføres, siden det videre forløpet og kvaliteten på hele prosessen avhenger av påliteligheten til slik fiksering.
Bakstokken er bevegelig og fungerer som en ekstra støtte.
Følgende krav stilles til det som et bevegelig element:
-
opprettholde en høy grad av stabilitet;
-
sikre pålitelig fiksering av det faste arbeidsstykket, og opprettholde den strenge posisjonen til midten;
-
headstock-festesystemet må alltid feilsøkes for raskt å kunne utføre pålitelig festing når som helst;
-
bevegelsene til spindelen må være ekstremt presise.

Bakstokken til en trebearbeidingsmaskin skiller seg fra det samme elementet i en dreiebenkenhet for behandling av metallemner... Enheten er tett festet til sengen og er samtidig en støtte for den og en armatur for arbeidsstykket.
Ikke bare lange arbeidsstykker kan festes til bakstokken, men også ethvert verktøy for å kutte metallprodukter og selve metallet. Faktisk kan ethvert metallskjæreverktøy (uansett formål) festes i det koniske hullet på denne multifunksjonsenheten.

Hvordan gjøre det selv?
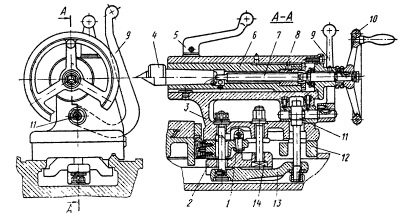
En hjemmelaget montering vil ikke være verre enn en fabrikk hvis du gjør deg kjent med en tegning av en produksjonsmodell, har nødvendig verktøy og utstyr i hjemmeverkstedet ditt, samt produksjonsteknologi. La oss vurdere alt i detalj.
Verktøy og materialer
Først av alt trenger du en dreiebenk, men siden du forplikter deg til å lage en hjemmelaget tailstock, betyr det at en slik enhet allerede er tilgjengelig i ditt hjemmeverksted. Hva annet trengs:
-
sveisemaskin;
-
lagre inkludert (vanligvis er det nødvendig med 2 stykker);
-
et sett med bolter og muttere for tilkobling (minst 3 bolter og muttere);
-
stålrør (1,5 mm veggtykkelse) - 2 stykker;
-
stålplate (4-6 mm tykk).




Som du kan se, reduserer materialene som er tilgjengelig og tilgjengelige verktøy kostnadene for mekanismen.
I tillegg er fordelen med en hjemmelaget tailstock for en dreieenhet at den er laget utelukkende for hovedformålet, unntatt andre funksjoner og tilleggsfunksjoner, som ofte ganske enkelt er unødvendige, men under produksjonsforhold øker de kostnadene for strukturen og kompliserer det er arbeid.
Så klargjør nødvendige verktøy, sett med lagre, bolter og muttere, de nødvendige materialene (det som mangler i garasjen eller verkstedet, du kan kjøpe det i en hvilken som helst husholdningsbutikk eller byggebutikk) og begynn produksjonen.

Teknologi
Først utvikle og tegne et diagram av mekanismen, tegne et teknologisk kart og handle i henhold til denne ordningen.
-
Det vil ta blank for lagre. For å gjøre dette, ta et rør og behandle det fra innsiden og utsiden. Vær spesielt oppmerksom på den indre overflaten - det er på innsiden at lagrene er installert.
-
Om nødvendig, så i ermet kutt er laget ikke mer enn 3 mm bred.
-
Sveisemaskin koble til bolter (2 stk.), And en stang med ønsket lengde oppnås.
-
Til høyre sveisemutter med vaskemaskin, og til venstre - fjern mutteren.
-
Boltbase (hode) kutte ned.
-
Sagsnittet må bearbeides, for dette bruk et slipeverktøy.
-
Nå må vi lage spindel... For å gjøre dette, ta et stykke rør (¾ tomme i diameter) og gjør ønsket del 7 mm lang.
-
Kjegle laget av en bolt, slipe den tilsvarende.



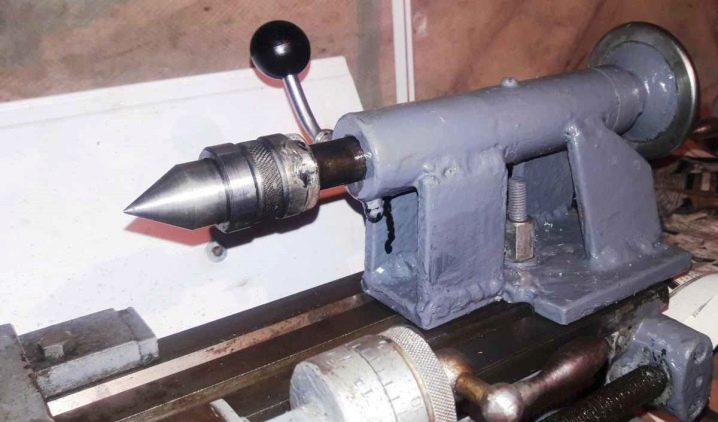
Når alle elementene i halestokken er laget, må du montere den og kjøre den i kjøremodus.
Kvaliteten på en hjemmelaget del avhenger av produsentens faglige ferdigheter og nøyaktigheten av bruken av de nødvendige materialene, samt tilgjengeligheten av verktøy.

Derfor, før du starter produksjonen, studer tegningen, forbered alt du trenger, og først etter å ha forsikret deg om at du kan lage ønsket node, gå i gang. Hvis du ikke er presis i handlingene og ikke følger produksjonsteknologien, kan følgende problemer oppstå:
-
dårlig justering;
-
maskinen vil vibrere over det innstilte nivået;
-
en hjemmelaget del vil ha mye lavere ytelse enn en industriell design;
-
installerte lagre vil svikte raskere (slitasjehastigheten kan være mye høyere med unøyaktigheter i produksjonen).

For å unngå slike konsekvenser, utfør en innkjøring på tomgang.
Sjekk forholdet mellom hodestokken foran og bak, hvordan lagrene er smurt, hvor sikre festene er.
Hvis alle delene er laget med høy kvalitet, og riktig montering er laget, vil den hjemmelagde bakstokken oppfylle de nødvendige kravene, og i drift vil den ikke oppføre seg verre enn fabrikken.

Justering
For å holde bakstokken på en dreiebenk i god stand, må den justeres med jevne mellomrom, og i tilfelle funksjonsfeil må den repareres i tide.
Først må du stille inn delen som den skal, justere og sentrere den, og deretter justere alle parametrene til denne enheten. Periodisk justering er nødvendig av følgende årsaker:
-
hull kan oppstå mellom lagrene og spindelhuset (når det kommer til en dreieenhet der fjærpennen roterer);
-
midten av noden kan forskyves i forhold til fjærpennen, da vil justering være nødvendig;
-
det kan være et tilbakeslag i festingen av topplokket til sengen og andre årsaker.
Første gang bakstokken justeres er når maskinen settes i drift.
Fortsett deretter i henhold til instruksjonene, men erfarne håndverkere kontrollerer dreiebenken og alle dens innstillinger hver 6. måned, og oftere om nødvendig.

Bakstokken repareres når den svikter, når funksjonsfeilene er godt synlige. Typiske tegn på at en del må sendes til reparasjon kan omfatte følgende:
-
bearbeidingsmodusen til arbeidsstykker har endret seg;
-
slag dukket opp under rotasjonen av arbeidsstykkene.
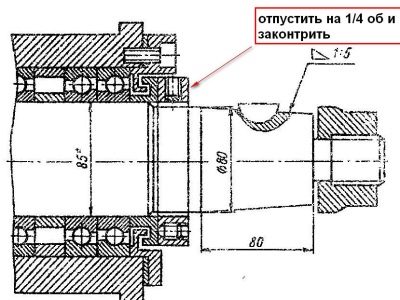
Spindelreparasjonsprosessen anses som den mest tidkrevende og kostbare. Her er det umulig å klare seg uten dreieferdigheter, og selve maskinen må være tilgjengelig. Vanskeligheten ligger i å gjenopprette nøyaktigheten til hullet (kjedelig med påfølgende etterbehandling), der fjærpennen er festet.

For å reparere de koniske hullene, trenger du en spesiell bøssing og dreieferdigheter.
Prosessen er komplisert av det faktum at den ytre overflaten er sylindrisk i form, og den indre har en konisk form. I tillegg er selve fjærpennen laget av et veldig slitesterkt materiale - det er "herdet" legert stål.
Etter reparasjonen, sjekk mekanismen for tilstedeværelse av radiell utløp: med en feilsøking av høy kvalitet, bør den være null, bakhodet vil ikke "banke" og vil gjenopprette alle sine opprinnelige egenskaper.














Kommentaren ble sendt.