Alt om skruedreiebenker

Å vite alt om skruskjærende dreiebenker er ganske nyttig for å organisere et hjemmeverksted eller en liten bedrift. Det er nødvendig å forstå funksjonene til enheten, med hovedenhetene og formålet med maskiner med og uten CNC. I tillegg til hva det er generelt, må du studere universelle skrivebordsmodeller og andre alternativer, særegenhetene ved å jobbe med dem.
Hva det er?
Enhver skruedreiebenk er designet for bearbeiding av stål, støpejern og andre arbeidsstykker. Denne prosedyren kalles kutting av spesialister. Slike enheter lar deg slipe og slipe deler. De danner rillene og trener ut endene. Også formålet med skrue-dreiebenken inkluderer:
- boring;
- forsenking;
- utplassering av åpninger og gangveier;
- utføre en rekke andre manipulasjoner.
Det generelle prinsippet for enheten er ekstremt enkelt. Arbeidsstykket som skal bearbeides klemmes horisontalt. Den begynner å snurre i et gitt øyeblikk. Med denne bevegelsen fjerner kutteren unødvendig materiale. Men den tilsynelatende enkelheten i beskrivelsen lar en ikke ignorere den ganske store kompleksiteten i utførelsen.


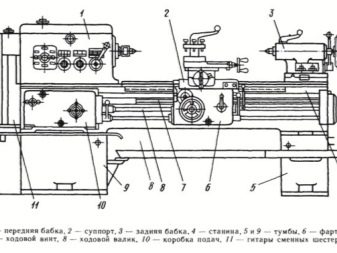
En skruedreiebenk kan fungere med selvtillit bare hvis den er satt sammen veldig nøye av godt sammenføyde elementer. Hovednodene i ordningen til et slikt apparat er:
- Brukerstøtte;
- sta bestemor;
- seng;
- spindel hodet;
- elektriske deler;
- kjører akselen;
- utstyr gitarer;
- boksen som er ansvarlig for innlevering;
- blyskrue.
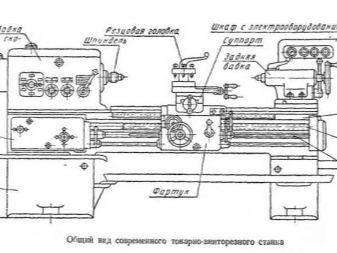
Til tross for den ganske kalibrerte strukturen basert på typiske deler, kan spesifikke maskiner variere sterkt. Mye avhenger av nøyaktigheten under drift. Spindelen (aka frontal) hodestokken forhindrer bevegelsen til arbeidsstykket som behandles. Den overfører også en rotasjonsimpuls fra den elektriske stasjonen. Det er i den indre delen at spindelenheten er skjult - hvorfor den faktisk heter det.
En vedvarende, det er også en rygg, headstock lar deg fikse arbeidsstykket. Støttens rolle er å flytte verktøyholderen (sammen med selve arbeidsverktøyet) i lengde- og tverrplanet i forhold til maskinaksen. Kaliperblokken er alltid større enn resten av delene. Kutterholderen velges i henhold til enhetens kategori.
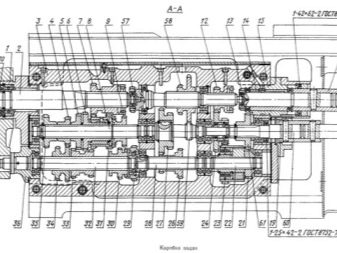
Girkassen påvirker overføringen av impulser til alle deler, og derfor funksjonen til systemet generelt.


Slike bokser kan bygges inn i hodestokken eller være plassert i separate deler av kroppen. Tempoet justeres trinnvis eller i en kontinuerlig modus, som er forhåndsbestemt av nyansene i designet. Hovedlenken til boksen er girene. Den inkluderer også en kileremtransmisjon og en elektrisk motor med revers. I tillegg er det verdt å nevne clutchen og håndtaket for å endre hastigheten.
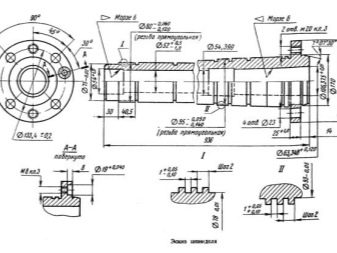
Spindelen kan betraktes som et ekstremt viktig element. Det er en del med en teknisk akselkonfigurasjon og har en konisk kanal for å holde delene. Den er absolutt sterk og holdbar, fordi den er laget av et utvalg av stållegeringer. Den tradisjonalistiske tilnærmingen innebærer bruk av svært nøyaktige rullelager i utformingen av spindelelementet. Et konisk hulrom i enden er nødvendig for å plassere en stang, som noen ganger gir en knockout av den sentrale delen.
Sengen til en skruedreiebenk oppnås ved å støpe fra støpejern. For å utarbeide sporene, etter behov, bruk et merkeverktøy, dyser, skjæring og andre enheter. Kontrollenheter inneholder en rekke taster og håndtak, inkludert de som lar deg justere skyvelæret. Modeller med CNC er mer kompliserte enn klassiske, men de kan utføre manipulasjoner som er uoppnåelige for dem og i noen tilfeller opptre uten hjelp fra en operatør. Det er verdt å understreke rollen til forkleet - inne i det er det mekanismer som konverterer rotasjonen av skrueenheten og den tekniske akselen til foroverbevegelsen til støtteapparatet.

Artsoversikt
I massevis
Skrue dreiebenken kan brukes i lokale private virksomheter, til husholdningsbehov. Slike modeller er vanligvis relativt lette. Store og tunge kjøretøy er konstruert hovedsakelig for industriell produksjon. Enheter som ikke er tyngre enn 500 kg regnes som lette.
Mellomstort utstyr spiller en viktig rolle i bransjen. Den veier opptil 15 000 kg. De største industridesignene veier mellom 15 og 400 tonn. I dette tilfellet oppleves vanligvis ikke et høyt nivå av nøyaktighet fordi toleransene ikke lenger er så betydelige.
Svært kraftig utstyr er installert i store fabrikker og fabrikker, men det brukes ikke i husholdningssegmentet.


Ved den maksimale lengden på delen
I utgangspunktet samhandler lette maskiner med deler som ikke er mer enn 50 cm i diameter. Middels-nivå utstyr kan håndtere arbeidsstykker opptil 125 cm lange. Den lengste dellengden er forhåndsbestemt av avstanden mellom senterpunktene på maskinen. Med samme tverrsnitt er maskinene i stand til å arbeide både lange og relativt korte strukturer. Spredningen over den største diameteren av deler er spesielt stor - fra 10 til 400 cm, derfor er det ingen universelle maskiner som arbeider med arbeidsstykker av noen seksjon.


Etter ytelse
Et viktig poeng i klassifiseringen av skruskjæreutstyr er dens tekniske produktivitet. Det er vanlig å tildele enheter for:
-
småskala produksjon;
-
mellomstore serier;
-
storskala produksjon av transportbånd.
Merkene for skruskjærende dreiebenker er ganske forskjellige. De produseres i mange land. Dessuten har noe av utstyret blitt brukt aktivt siden Sovjetunionens periode og har ennå ikke mistet sin relevans. Når du gjør deg kjent med beskrivelsen av teknikken, er det viktig å finne ut om den er designet for stasjonær eller gulvmontering, hva er funksjonene til installasjonen generelt. Når det gjelder CNC-maskiner er dette praktisk talt ingen alternativ løsning - selv for hjemmebruk brukes "rent manuelt" utstyr ekstremt sjelden.


Toppmodeller
Det er på sin plass å starte anmeldelsen med "Kaliber STMN-550/350"... Selv om en slik enhet er lett, er det ganske alvorlige muligheter i den kompakte kroppen. Ved å samle og konfigurere det i samsvar med instruksjonene, kan du garantere nøyaktigheten av arbeidet. Teknisk service er nødvendig etter hver 50. driftstime. Nøkkelegenskaper:
- avstand mellom sentrene 35 cm;
- seksjon av arbeidsstykket over sengen opptil 18 cm;
- totalvekt 40 kg;
- antall omdreininger - 2500 per minutt;
- gummiføtter i basissettet;
- plasthåndtak;
- Morse taper nr. 2.



For enkelt metallarbeid kan du også bruke Kraton MML 01-maskinen. Denne enheten er svært vedlikeholdbar. Problemet er bruken av plastgir. Hvis du erstatter dem med støpejern, kan du ikke være redd for konsekvensene av uforsiktig bruk. Det vil være en avstand på 30 cm mellom sentrene, og enhetens masse er 38 kg; den utvikler seg fra 50 til 2500 o/min på 60 sekunder.
I tillegg til metall er Kraton-produktet egnet for plast og tre. Designerne har sørget for bakgrunnsbelysning. Et sett med utskiftbare gir lar deg kutte metriske gjenger. Takket være den svingbare glideren er konisk sliping av deler tilgjengelig.
Tverrslidevandringen er 6,5 cm.


Et alternativ kan betraktes som "Corvette 402". Dette er en grei lett dreiebenk med komponenter av spesielt høy kvalitet. Enfasemotoren har en effekt på 750 W. Avstanden mellom sentrene er 50 cm. Seksjonen av arbeidsstykket over sengen er 22 cm, og enhetens masse er 105 kg; den kan utvikle seg fra 100 til 1800 omdreininger i minuttet i 6 forskjellige hastighetsmoduser.
Egenskaper:
- den elektriske motoren er laget i henhold til et asynkront skjema;
- baksiden av spindeltorsjonen er tilveiebrakt;
- takket være den magnetiske starteren, er spontan innkobling etter strømbrudd utelukket;
- enheten er utstyrt med en pall;
- spindelavsmalningen er laget i henhold til Morse-3-skjemaet;
- i 1 pass kan du slipe opptil 0,03 cm;
- kryss- og svingbare kalipere beveger seg - henholdsvis 11 og 5,5 cm;
- spindel radiell utløp 0,001 cm.



Proma SKF-800 kan også betraktes som en grei løsning for å organisere en workshop hjemme. Modellen er designet for å fungere med svært store deler. Et par trefasemotorer gir kraftig dreiemoment. Hovedparametere:
- dreielengde 75 cm;
- arbeidsstykkets diameter over sengen - 42 cm;
- totalvekt 230 kg;
- spindel med et 2,8 cm gjennomgående hull;
- tomme tråd fra 4 til 120 tråder;
- oppnå en metrisk tråd fra 0,02 til 0,6 cm;
- fjærslag - 7 cm;
- strømforbruk - 0,55 kW;
- driftsspenning - 400 V.



MetalMaster X32100 er også verdt å se nærmere på. Dette er en universal dreiebenk med digitalt display. En trådindikator følger også med. Enheten fungerer godt med jernholdige og ikke-jernholdige legeringer. Fjærrekkevidde - 10 cm, 18 arbeidshastigheter er gitt.
Andre parametere:
- tverrsklien går 13 cm;
- kjølevæskepumpen bruker 0,04 kW og opererer fra et husholdningsnettverk;
- selve maskinen opererer med en spenning på 380 V og bruker 1,5 kW strøm;
- nettovekt er 620 kg;
- automatisk mating i langsgående og tverrgående plan er gitt.



I industriell produksjon fortjener oppmerksomhet Stalex GH-1430B... Denne maskinen har en senter-til-senter-avstand på 75 cm. Den veier 510 kg og er i stand til hastigheter fra 70 til 2000 omdreininger. Grunnleveringen inkluderer et par stødige hviler og et par ikke-roterende sentre.
Tannhjulene er laget av overlegent herdet stål.


Å fullføre gjennomgangen er passende på Jet GH-2040 ZH DRO RFS-modellen. Denne maskinen er utstyrt med en 12 kW motor. Det gjennomgående hullet i spindelen er 8 cm Torsjon opprettholdes ved svært forskjellige hastigheter (24 posisjoner fra 9 til 1600 rpm). Produsenten selv legger vekt på samsvar med de spesielle kravene til nøyaktighet og hastighet på materialbehandling.


Hva bør du vurdere når du velger?
I de aller fleste tilfeller er valget for et hjemmeverksted gjort til fordel for universelle modeller. De skiller seg ikke ut i høye tekniske egenskaper, men de er enkle i design og kan behandle 1 - 2 deler på ikke-seriebasis. Eventuelle manipulasjoner gjøres manuelt. Kvaliteten på behandlingen og dens nøyaktighet vil ikke være veldig høy.
Det bør man ha i bakhodet oftere og oftere, under navnet "universell maskin" selger de enkelt utstyr med CNC og direkte utførelse av sengen. De lar deg bruke kontrollprogrammer. CNC-systemer erstatter aktivt de gamle universalmodellene. Men selv blant de utdaterte prøvene er det en splittelse. Dermed er kopimaskiner og halvautomatiske maskiner i stand til å takle kompleksformede deler; moderne eksempler av denne typen har et kontrollsystem.


Jo flere fortenner, jo mer produktivt er apparatet. CNC multi-cutter dreieteknologi er egnet for spesifikke operasjoner. Den brukes hovedsakelig til produksjonslinjer i forskjellige størrelser. I alle fall bør du være oppmerksom på:
- dimensjonene til de behandlede delene;
- nivå av nøyaktighet;
- behandlingstoleranser;
- typer bearbeidede metaller;
- høyde på arbeidssentre
- chuck diameter;
- type seng (rett eller skrånende);
- type patron;
- komplett sett;
- anmeldelser om modellen.


Når du bruker en rekke moderne smøre- og kjølevæsker, er beskyttelse mot dem avgjørende. Enhver ansvarlig produsent sørger for det. Skrueskjæremaskiner velges under hensyntagen til antall arbeidsmanipulasjoner og deres type. Vi må ikke glemme lengden og diameteren på arbeidsstykkene. Jo sterkere maskinsengen er, jo mer pålitelig er den; en enhet som er for tung til å bruke hjemme er imidlertid ikke verdt det. Sveiseforbindelse foretrekkes fremfor bolting.
I tillegg legger de vekt på:
- tilkoblingsmetoder;
- strømforsyningsparametere;
- nivået av tilbakeslag (eller mangel på det);
vurderinger av spesialister.


Hvordan arbeide
Ofte brukes en skruedreiebenk for å bearbeide de ytre sylindriske overflatene. Tilsvarende arbeid utføres med passerende kuttere. Arbeidsstykket festes med forventning om tilstrekkelig stort overheng. Det antas at overhenget på 7 - 12 mm over lengden på delen er nok til å behandle endene og kutte delen. Hvor raskt spindelen skal rotere, hvor dypt arbeidsstykket må kuttes, er foreskrevet i flytskjemaet.
Dybden på kuttet justeres ved hjelp av kryssmatingsskiven. Etter vending trimmes i mange tilfeller enden av arbeidsstykket med forskjellige kuttere. Det er nødvendig å føre pasnings- eller scoringskutteren til den berører enden. Så tas den bort og vognen flyttes noen millimeter til venstre. Ved å flytte verktøyet på tvers, fjernes et lag av metall fra enden.

På små avsatser kan du slipe og kutte metall med en vedvarende kutter. De ytre sporene er laget ved hjelp av slissekuttere. Arbeidet i dette øyeblikket skal være 4 - 5 ganger langsommere enn når du trimmer endene. Fortennen styres pent, uten stor innsats, alltid i tverrplanet. Den laterale skiven hjelper til med å stille inn dybden på sporet.
Arbeidsstykker kuttes på samme måte som ved rilling. Arbeidet er ferdig så snart overliggertykkelsen er redusert til 2 - 3 mm. Videre, slå av maskinen, bryt av delen som er frigjort fra kutteren.


Oppsettfunksjoner
Riktig igangkjøring og justering utføres under hensyntagen til nyansene i den teknologiske prosessen. Når maskinen er satt opp, maskineres 2 eller 3 deler. Ifølge dem sjekker de hvordan parametrene som er spesifisert på tegningen blir observert. Ved misforhold foretas omjustering. En viktig del av oppsettprosessen er å bestemme funksjonene ved installasjon og festing av arbeidsstykker i maskinverktøy.
Hvis toppunktene til sentrene ikke er justert, sikres justeringen ved å flytte bakstammen. Deretter plasseres en driverpatron. Deretter velges kutteren og stilles inn nøyaktig langs aksehøyden. Putene skal ha parallelle overflater med anstendig utførelse.
Du kan ikke bruke mer enn to pads.


Plasseringen av kutterspissen i senterhøyde kontrolleres spesielt. For kontroll bringes kutteren til senteret som tidligere er kontrollert for høyde. Selve senteret skal installeres i halestokken. Den utstikkende delen skal være kortere - maks 1,5 ganger stangens høyde. For betydelig overheng av kutteren provoserer vibrasjoner og tillater ikke arbeid effektivt; verktøyet må festes godt i verktøyholderen med minst et par godt tiltrukket bolter.
Runde arbeidsstykker må klemmes fast i en selvsentrerende trekjeftchuck. Men hvis lengden på delen er mer enn 4 ganger diameteren, må du ta en chuck med et klemsenter eller bruke maskineringsmaskiner med en drivchuck. Korte ikke-sirkulære arbeidsstykker monteres ved hjelp av en frontplate eller en firekjeft chuck. Stenger og andre lange deler med liten diameter føres gjennom passasjer i spindelen. Når du justerer skjæremodusen, er hovedoppmerksomheten lagt til hastigheten på hovedbevegelsen og dybden av kuttet; du må også justere innmatingen.


Sikkerhet på jobb
Når du kobler til selv den enkleste maskinen, må du bruke enheter for å beskytte elektrisk utstyr. Ordningen er valgt under hensyntagen til de grunnleggende tekniske punktene. Uavhengig drift av dreiebenken er kun tillatt i en alder av 17 år. Før opptak må du ha opplæring i arbeidsvern. I tillegg bør du testes for kontraindikasjoner; under selve arbeidet, arbeidsmåten og hvilen, må pauseplanen følges strengt.
Du må jobbe på en skruskjærende dreiebenk i en bomullsdress eller semi-overall. I tillegg trenger du skinnstøvler og spesialbriller. Selv de mest forsiktige og ryddige arbeiderne bør ha et førstehjelpsutstyr klar til å håndtere konsekvensene av skade. Primærslukningsmidler bør oppbevares i verksteder.
Dersom det skjer en ulykke, blir ledelsen og nødetatene umiddelbart varslet om dette.


Arbeidsplassen skal holdes ren. Strengt forbudt:
- slå på maskinen i tilfelle brudd i bakken, i tilfelle feil på barrierer og forriglinger;
- skriv inn grensene skissert av gjerdet;
- fjern dette gjerdet (bortsett fra reparasjon av kompetente tjenester);
- start arbeidet uten å sjekke maskinens brukbarhet;
- bruk uregulert belysning av arbeidsområdet;
- kjør maskinen uten smøring;
- arbeid uten hodeplagg;
- berøre bevegelige deler under arbeid;
- stole på maskinen (dette gjelder ikke bare for arbeidere);
- fortsett å jobbe hvis det oppstår vibrasjoner;
- tillate vikling av spon på arbeidsstykker eller kuttere.
Alle resulterende spon må rettes strengt bort fra deg selv. Selv under det korteste avbrudd i arbeidet må maskinen stoppes og kobles fra. Frakobling fra strømnettet vil også være nødvendig ved strømbrudd. I spenningsløs tilstand fjernes maskinen, rengjøres og smøres. På samme måte foretas frakobling før tiltrekking av eventuelle fester.

Det er ikke tillatt å arbeide på skrueutstyr i hansker eller votter. Hvis fingrene er bandasjert, må du bruke gummifingertupper. Arbeidsstykkene som skal bearbeides må ikke blåses med trykkluft. Håndbremsing av deler av utstyret er ikke tillatt. Du kan heller ikke måle noe underveis i maskinen, sjekke renslighet, slipe deler.
Når arbeidet er avsluttet slås maskinene og elmotorene av, arbeidsplassene settes i stand. Alle arbeidsstykker og brukte verktøy settes på bestemte steder. Gnidelene smøres med den frekvensen som er foreskrevet i instruksjonene. Alle problemer meldes til ledelsen umiddelbart, i ekstreme tilfeller - etter endt vakt. Ellers er det nok å følge instruksjonene i det tekniske databladet og produsentens anbefalinger.














Kommentaren ble sendt.