Alt du trenger å vite om dreiebenker

Uten dreiebenk kan ikke dreiing, sliping, utjevning av overflatene til delene gjøres ekstremt nøyaktig. Manuelt arbeid vil kreve flere ganger mer tid.

Hva det er?
Dreiebenken arbeider med tre, komposittmaterialer, samt metaller og deres legeringer. Denne maskinen produserer lavstrøm og høy presisjon dreiing av sfæriske, sylindriske, koniske og andre deler. Dreiebenken kutter utvendige og innvendige gjenger flere ganger raskere enn en mester ville gjort med en hånddyse eller kran, kutter og runder endene på deler, borer og forsenker komponentdeler for produkter og ruller teknologiske hull.

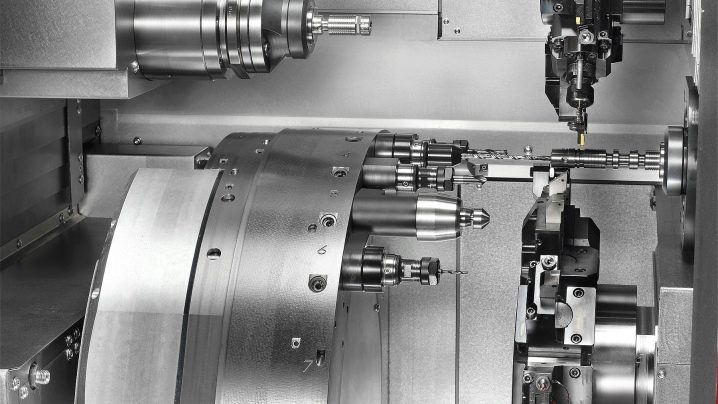
Maskinen består av følgende komponenter: en seng, en drivenhet med en spindel (funksjonsenheten inkluderer også den fremre og bakre spindelen), en støtte, en girkasse, en girkasse (hvis enheten er indirekte drevet), en elektromekanisk eller elektronisk kontrollenhet (en eller flere kontrollkretser brukes basert på mono-board eller kassettmodulær konstruksjon), fjernkontroll med knapper og brytere. CNC-modulen setter produksjonen av deler på strømmen, og reduserer den menneskelige faktoren til et minimum.


Utseendehistorie
Forsøk på å lage primitive maskinverktøy går tilbake til antikken. Inntil nylig, som var preget av masseindustrialisering - først i vestlige land, og deretter i USSR - var maskinverktøy ganske primitive. De er ikke egnet for storskala produksjon. Forsøk på å lage en maskin for å slipe sverd og dolker var ikke mislykket: tilbake i det 4. århundre f.Kr. NS. kineserne brukte enheter som ga et relativt rett blad.

Den mekaniske støtten som et mer effektivt middel for å kontrollere maskinen dukket opp først på begynnelsen av 1700-tallet. Maskinen på den tiden hadde en holder for en skjærekniv, som, beveget for hånd, festet seg godt til arbeidsstykket som ble behandlet. Å gjenge skrue- og boltgjenger ble ansett som en høyteknologisk ferdighet.
Mekaniserte enheter begynte å bli mye brukt først på begynnelsen av 1900-tallet. Den elektriske motoren eliminerte behovet for å bruke hestetrekk og brennbart drivstoff på slike maskiner.
Under sovjettiden spredte dreiebenker fra 16K20-gruppen, så vel som 1K62-enheter.
Sovjetiske maskiner er kraftige og pålitelige, holdbare enheter som, med riktig pleie og utskifting av forbruksvarer, kan vare i opptil 150 år (underlagt driftsreglene).

Visninger
Dreiebenker har nådd et visst artsmangfold: tre- og steinbearbeiding, metallbearbeiding, glass- og komposittdreiebenker, etc. En egen variant er dekorative hulemaskiner, som for eksempel gjør det mulig å få dørhåndtak med rund design.

Spesifikke typer maskiner er presentert i følgende liste.
Skruedreiebenken er produsert for arbeid på jernholdig og ikke-jernholdig metall. Den sliper koniske deler, kutter metriske, tomme, modulære og stigningsgjenger - og er designet for produksjon av små partier. 16K20-enheten er nettopp det.Skrue-skjærende dreiebenkmaskiner har tre klasser av nøyaktighet: P - økt, H - normal, B - høy, A - ultrahøy, C - ultra-presis prosessering.


For dreie- og karusellprodukter er rotasjonsaksen plassert vertikalt. Denne maskinen kutter ut sylindriske og koniske deler, trimmer ende- og sporkanter. Takket være moderniseringen er det mulig å slipe formede overflater etter en kopikilde, og å kutte og slipe enkle produkter.


Frontalmekanismen (lobotocar) vises når du dreier deler med stor diameter og forkortede deler - den sliper dem frontalt. Egnet for omarbeiding av forkortede komponenter med kort lengde og vekt over ett tonn. Hvis belastningen på drivverket økes, og avlastningen av delene er betydelig komplisert, erstattes de frontale dreiebenkene med dreieboremaskiner.

En dreiebenk for tårn skjerper deler fra en kalibrert stang, borer, borer, forsenker, bretter ut dreiing for formede komponenter, kutter gjenger fra utsiden og fra innsiden. Den er utstyrt med kopimaskin og CNC-modul.


Skyvehodemaskinen sliper deler fra kaldvalset stang, profilert stål og tråd. Storskala den arbeider med jernholdig og ikke-jernholdig metall, kan utstyres med to eller flere spindler.
Dreie- og fresemaskinen er utstyrt med en automatisk kutterveksler. Den kombinerer enkle frese- og dreieaktiviteter for et bredt spekter av bruksområder.


Nøyaktighetsklasse
Høypresisjonsmaskiner er designet for etterbehandling, og lavstrømsmaskiner for grovbearbeiding. De opprinnelig navngitte enhetene, i henhold til det kinematiske skjemaet, er utstyrt med kuttere som lager riller i en vilkårlig sekvens, og lavstrøm utfører kun foreløpig skjæring og sliping av overflaten, slik at det for eksempel kan lages en sfærisk eller eggformet del fra en kube.
Av vekt
Bærbare laveffektsmaskiner veier ikke mer enn noen få kilo. Enkelt transportert og transportert til annet verksted. Massive maskiner - gulvstående enheter: det er et separat bord eller stativ som det er praktisk å jobbe for. Produktvekt - fra titalls kilo til tonn.

Etter graden av automatisering
Delautomatiserte maskiner har kun en beskyttende avstengningsfunksjon - på grunn av overoppheting av motor og girkasse. Helautomatiske er utstyrt, i tillegg til den numeriske kontrollmodulen (CNC), med en sikkerhetssperreanordning for søkeren, for eksempel: i mangel av belysning i verkstedet og den farlige nærheten av formannens hender til arbeidsområdet.

Av fleksibiliteten til produksjonssystemet
For eksempel, hvis en maskin "vet" hvordan den skal slipe sylindriske og koniske deler, men den "ikke er i stand til å lage sfæriske deler", er en slik maskin ikke ganske fleksibel når det gjelder ombruk av produksjon - uten å kjøpe en mer funksjonell enhet.
De fleste moderne maskinverktøy skjerper deler og arbeidsstykker av enhver form, utfører forenklet kunstnerisk skjæring og dreiing.

Denne konverteringen er ikke begrenset til fredelige aktiviteter. Så skipsbyggingsbedriftene i Leningrad og Moskva, som før den store patriotiske krigen produserte deler til dampskip og isbrytere, begynte å produsere T-34-tanker. Dette skyldes det faktum at deler til drivstoffmotorer ble brukt både i militære skip og i tanker.
Av spesielle formål
En dreiebenk, uavhengig av klassifiseringen, kan tilpasses for en bestemt produksjon. For eksempel er en sammenstilling som lager dupliserte nøkler utstyrt med spesielle kuttere for vanlige størrelser og utførelse av kodeutsparinger som utgjør kanalkoden til nøkkelen. For at duplikatet skal kopiere koden til den originale nøkkelen nøyaktig, plasserer dreieren denne nøkkelen i arbeidsområdet - og setter kutterne under kodehullene. Deretter setter veiviseren inn en ny blank i stedet for den originale nøkkelen - og sliper den samme koden på den.


Selvfølgelig er spindeldrevet i stand til ikke bare å lage nøkler, men også, for eksempel, slipe gafler fra matgodkjent rustfritt stål - alt du trenger å gjøre er å bytte skjæreverktøy på den, ved hjelp av hvilket bestikk lages .
En gaffelkvern som lager dupliserte nøkler vil neppe slipe for eksempel reservedeler til en bils forgasser, for eksempel ventiler.
Dette krever en dypere etterutstyr av enheten.


Ved allsidighet eller smalt fokus
Et typisk eksempel: en maskin for sliping av nåler, kniver, sliping av gjenbrukbare barberblader og skalpeller er ikke beregnet for sliping av tre- og kompositthåndtak til dører, låser og anti-innbruddsbeslag for plastvinduer. Maskinen som brukes til produksjon av gir vil også takle dreiing av deler til innendørs og håndleddsmekaniske klokker, metronomer og tidtakere, men det vil ikke være mulig å sette ut reservedeler til forgassermotorer til biler på den. Alle eksemplene ovenfor er for svært retningsbestemte maskiner.

Universelle maskiner har høy effekt, jevn hastighetskontroll, og kan brukes med like stor suksess både til sliping av bor, sliping av medisinske skalpeller og til å dreie deler til girkasser og urverkmekanismer. Dyrere modeller er utstyrt med flere spindler på en gang, som hver har sitt eget utstyr. Denne tilnærmingen er anvendelig for universelle håndverkere som i tilfelle en krise i forhold til visse typer produkter redesignes for varer og deler av en helt annen type, som for tiden er mer etterspurt.


De beste produsentene og modellene
Av maskinverktøyene fra Sovjetunionens tid er 16K-serien verdt å nevne. Modell 16K20 brukes til grunnleggende dreiing, uavhengig av kompleksiteten til de dreide delene. Av de mer moderne - for 2021 - presenteres følgende modeller.
-
Skruekappeenhet DMTG CDS6250B / 1000 - strømforbruket fra nettverket er 7,5 kilowatt, strømforsyningen er fra en interfasespenning på 380 volt, vekten er 2170 kg. Designet for bearbeiding av stål, støpejern og ikke-jernholdige metalldeler. Omsetning - 2500 hvert minutt.


- Universalenhet DMTG CDS6250B / 1500 for dreie- og skruskjærearbeider opererer den med en frekvens på 2240 omdreininger, vekt - 2310 kg, andre parametere er de samme.

- Universalmaskin CDS6250B / 2000 - den nærmeste analogen til 16K20. Det er etterspurt på de fleste metallbearbeidingsfabrikker og innen bilservice, arbeider med jernholdig metall.

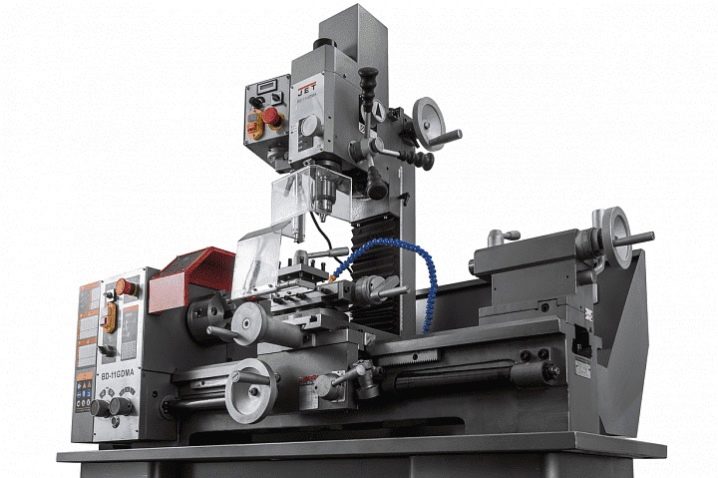
- JET BD-11GDMA - dreie- og freseutstyr. Omsetning - 2000, fungerer fra et enkelt enfaset 220 V-nettverk, veier bare et kvart tonn.
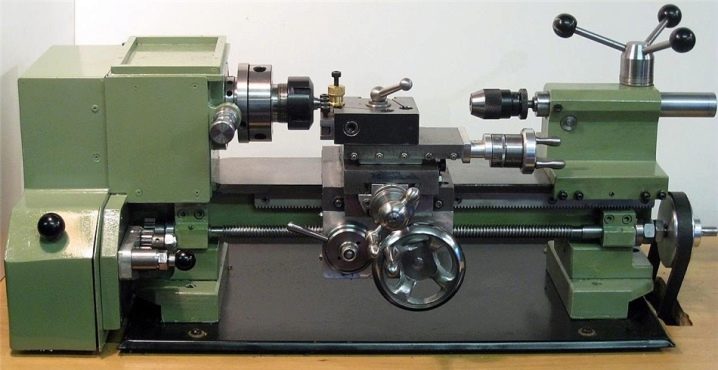
- Modell WM180V - 2500 rpm, 600 W, vekt - 60 kg. Designet for nybegynnere, fungerer med ikke-jernholdig metall, kompositt og plast. Egnet for hjemme- eller skolearbeid i arbeidstimer.

Brukere velger en enhet som kan løse de fleste av de mest etterspurte oppgavene i samsvar med tilgjengelig budsjett.
Komponenter og reservedeler
Før du utfører service og reparasjon av maskinen, er det ikke overflødig å gjøre deg kjent med listen over hovedkomponentene som må skiftes ut ettersom ressursen går tom.
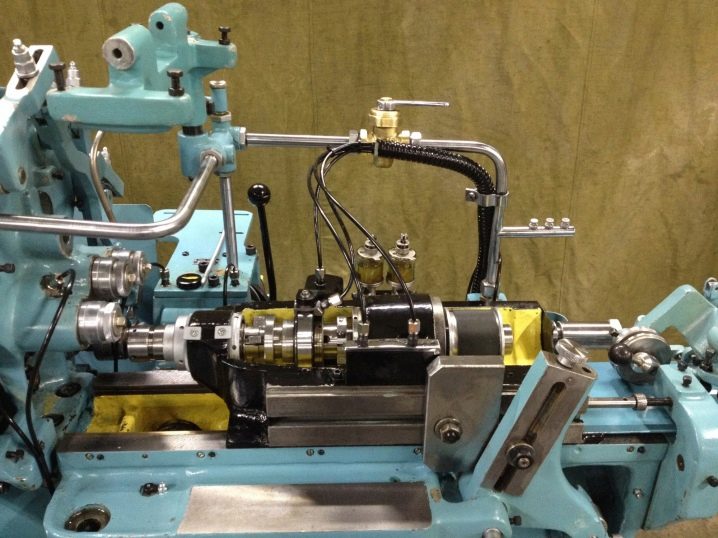
En stasjon er festet på sengen - en motor med en spindel, hodestokken og bakstokken er kombinert med den. Spindelen lar deg fikse kuttere (bor, kutter, flate kniver) satt i ønsket vinkel.
En fullstendig feilsøkt maskin, med spesielt sterke og harde kuttere, med regelmessig, systematisk smøring, kutter stål med tynne plater – akkurat som en kjøkkenkniv skjærer frossent smør.

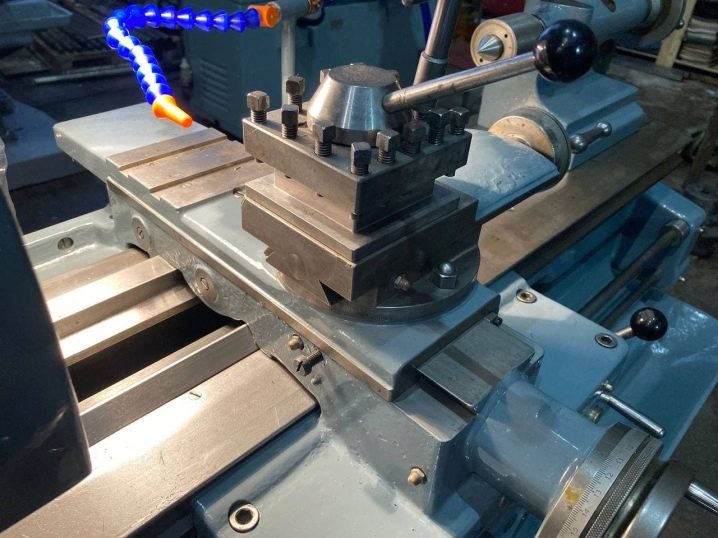
Komplett med stasjonen inkluderer monteringssettet for den første installasjonen av maskinen en støtte, et forkle, hastighets- og matebryterenheter, samt et kontrollpanel. Fullt funksjonelle automatiske maskiner er også utstyrt med en "hjerne" - en CNC-enhet. Alle de ovennevnte nodene er festet til enhetens ramme. Guider (såkalt.skyve) lar deg flytte arbeidsstykket strengt innenfor visse fremspring, og ikke tillate det å avvike vilkårlig, noe som umiddelbart vil føre til skade på hele arbeidsstykket. Verktøyholderen (spindelchuck) holder pålitelig kutterne som brukes til å kutte metaller og legeringer i henhold til arbeidsstykketegningene.

Utvalgstips
Når du velger, fokuser først og fremst på kraften som ledningene dine tåler. Ved valg av en maskin som forbruker mer enn 3 kW, vil det være nødvendig å erstatte 16-ampere maskiner med 25-, 50- eller 100-ampere, samt bytte ut en måler med en maksimal gjennomstrømningseffekt på over 3,2 kW.
Nybegynnere som bare mestrer det grunnleggende om produksjon av maskinverktøy slutter å velge mindre høyytelsesmaskiner: det er viktig her at en enhet som er investert i mer enn titusenvis av rubler, kjøpes ikke bare for en hobbys skyld , men ville lønne seg, ideelt sett, gi en inntekt flere ganger høyere utgiftspost.
Hvis du er opptatt med finbehandling av arbeidsstykker, vil du trenge en mye mer ressurssterk, men ikke alltid like kraftig enhet.
En maskin som veier over ett tonn kan kreve et forsterket fundament i rommet der den er installert. Et vanlig tregulv som veier to eller flere tonn vil kollapse i løpet av noen uker eller måneder etter arbeidsstart.
Funksjoner ved arbeid
Dreiemomentet fra motoren overføres gjennom girkassen, som hastighetene byttes på, til spindelen, og fra den, ved hjelp av hodestokken, til kutteren. Bevegelsene til kutteren styres av føringer som belaster arbeidsstykket for å snu inn i arbeidsområdet.

Maskinen for skjæring av metall, tre og trelast, kompositt og glass, i henhold til klassifiseringen og dens struktur, er en enhet med relativt presis mekanikk. Når du arbeider, bør den ikke unødvendig vibrere, banke, rykke fra side til side - dette ville forverre kvaliteten på de behandlede delene tidoblet. Drivverket og spindelen, som kutterne er festet på, fungerer ideelt sett bra, feiljustering av motor og girkasse er praktisk talt utelukket. Kuttere bør ideelt sett alltid være skarpe.

Hvis skjærekvaliteten til tross for maskinens servicevennlighet og brukbarhet forblir dårlig og har unøyaktighet, må kutteren slipes, rettes opp og om nødvendig erstattes med en ny.
Nyanser av reparasjon
Feil på dreiebenken kan omfatte følgende:
-
kroppen har sprekker, spon, stripping av gjengede forbindelser, ikke-retthet og brudd på geometri;
-
aksler slites ut over tid, deres sentrering blir forstyrret;
-
flenser kan ikke passe tett til hverandre, samt vise sprekker og fliser i hullene til festepunktene til komponentene;
-
gir utmerker seg ved slitasje på tennene og tilstedeværelsen av et "egg", hvorfra en radiell utløp av transmisjonselementet vises;
-
blyskruer og pinner har gjengeslitasje og tynning av tilstøtende flater.

Rutinemessige reparasjoner utføres når komponenter med gnidningsflater er utslitt. Dette er utskifting av lagre og børster til motorer, rengjøring og smøring av gnidningsenheter og mekanismer. Overhaling - hovedsakelig utskifting av aksler og gir, reparasjon av skader på rammen eller utskifting av defekte komponenter.













Kommentaren ble sendt.