Hvordan velge en borkran?

Moderne utviklinger presenterer på markedet flere og flere nye verktøy som øker produktiviteten og akselererer produksjonstakten. Kombinasjonsenheter kombinerer to eller flere operasjoner til én. Blant disse innovasjonene er det mange skjæreverktøy. I tillegg til borkraner er det mange andre kombinasjoner:
- forsenke trykk;
- trykk-tapp;
- reamer-tapp;
- forsenkning-rømmer-kran.
Disse verktøytypene er mye brukt i maskinteknikk og andre industrier der komplekse former og gjengede hull kreves.

Hva det er?
Bortappen refererer til skjæreverktøy av den kombinerte typen. Dette verktøyet kombinerer 2 typer teknologiske operasjoner til én. Hullboring og tapping med tappebor skjer samtidig.
Den brukes når det ikke er ferdige hull for gjenging i støpte deler, smiing, stempling.
Borekraner sparer i dette tilfellet tid som vil være nødvendig for hver operasjon separat. I masseproduksjon, ved hjelp av kombinerte verktøy, moderniserer de operasjonelle prosesser, øker produktiviteten og reduserer tiden for å oppnå resultater. Antall spesielle enheter reduseres, derfor reduseres kostnadene for produktet.


Visninger
Avanserte skjæreverktøy har mange kombinasjoner og antallet fortsetter å vokse. Fordi en slik drill brukes samtidig til boring og tapping, deretter består armaturet av 2 deler. Den første er drillen, den andre er kranen. Det er 2 typer av disse kombinerte instrumentene.
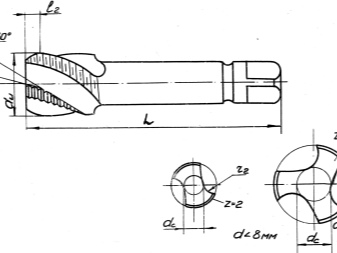
Den ovenfor beskrevne typen brukes til å bore hull og oppnå gjenger med en bred stigning. Slike operasjoner utføres på tynt metall. I dette tilfellet stilles det lave krav til nøyaktigheten til tråden, hullene er laget gjennom. I dette tilfellet har boret en lengde på 2-2,5 diametre av det andre trinnet - kranen.

En annen type kombinert boretapp ble utviklet av Riga-designere. Denne typen er mye sterkere enn den første typen, med mer nøyaktige indikatorer. Den kutter gjenger med en mindre stigning, noe som gir et arbeid av høy kvalitet. Borets trinn er halvannen ganger lengre enn lengden på boreseksjonen, gjengen kan lages i store og små svinger.
Det andre trinnet etter boret er laget i form av samme spiral og er supplert med tenner som kutter metallet, fungerer som en kran. Det vinklede arrangementet av verktøystripene øker motstanden mot overbelastning under drift. I dette tilfellet skjer fjerning av sjetonger mer fritt.

Verktøyet krever overholdelse av høyhastighets matingsforhold, noe som betyr en rettidig reduksjon i omdreininger som kreves for gjenging.
Betydelige forskjeller mellom ulike typer kombinasjonsbor ligger i strukturen til bordelen... Denne delen utføres i klassisk form - en drill med spiraler. Når den bakre delen av hjelpeflaten er i form av en sylinder, utvides det ferdige hullet. Verktøyet kan være med eller uten jumper.
Denne formen reduserer aksiale belastninger, og øker dermed verktøyets levetid. Ulempen er vanskeligheten med å produsere og skjerpe.

En annen type bor er den omvendte innvendige konusen. Denne tilnærmingen hjelper til med å sentrere boret under arbeidsflyten. Etter arbeid etterlater boret et avsmalnende merke, som deretter kuttes av under treing.Med formet boring bores endeavfasninger i forskjellige høyder og vinkler. En klar fordel - du trenger ikke bruke et ekstra verktøy, kast bort tid på to operasjoner.
Ulempene er utvilsomt den store belastningen på borebåndene og den lange operasjonstiden.


En slik modell er også preget av vanskeligheten med å produsere på grunn av kompleksiteten i valget av geometri. Dens oppgave er å slipe avfasninger og bore hull.
Produsenter produserer kombinerte øvelser i delte og ett stykke versjoner. Et slikt verktøy kutter høyre og venstre tråder, det er laget av forskjellige typer metaller.
Til tross for de åpenbare fordelene, har verktøyet ganske betydelige ulemper. Dette er en lav kvalitet på tråden med en stiv fiksering i chucken på maskinen. Vanskelighetsinnstilling når du samhandler med metall som er vanskelig å behandle - den aksiale matingen må nøyaktig samsvare med stigningen til den angitte gjengen.

Valgkriterier
De nominelle betegnelsene og avstandene mellom de sammenfallende sporene vil bidra til å gjøre det riktige valget av diameteren på boretappen. For å bestemme størrelsen på hullet for tråden, er det spesielle tabeller som det er ganske enkelt å velge et verktøy med. Parametrene som dimensjonene bestemmes etter er retningen på svingene, type, trinn og form.
Alle parametere for dimensjoner og metriske verdier er regulert av GOST 19257-73. For disse beregningene bruker eksperter en skyvelære. I tillegg til enkeltstykker er det sett med borekraner på salg, noe som er veldig praktisk.


En oversikt over boremaskinen fra Aliexpress-nettstedet i videoen nedenfor.













Kommentaren ble sendt.