Alt du trenger å vite om trebor

Penneboret, som du kan lage et hull med en gitt diameter med, er et av de mest ettertraktede verktøyene som er populære blant snekkere, snekkere og andre håndverkere som arbeider med ulike typer materialer. Boret har et høyt produktivitetsforhold og lar deg raskt lage runde hull med forskjellige diametre i arbeidsstykket som maskineres. Arbeid kan utføres ikke bare på tredeler, men også brukt til bearbeiding av gips, forskjellige plaster, MDF og sponplater. Ved sin struktur har boreverktøyet av penntypen et langstrakt legeme i form av en stang, ved enden av hvilken det er en skjærende utvidet spiss og et lite kjegleformet fremspring.



Egendommer
Treboret består av en arbeidskropp og en haledel. Boreprosessen utføres av arbeidsdelen, som ser ut som et flatt, men skarpt skjerpet lite blad. På enden av bladet, strengt tatt i midten, er det et lite kjegleformet fremspring, som brukes til å markere midten av det fremtidige hullet i arbeidsstykkematerialet. De utvidede bladene på pennverktøyet har skarpe kanter plassert på begge sider av verktøyet, i forhold til den avsmalnende kanten.
Sidebladene er skjerpet i en vinkel, hvis helning er laget til høyre.


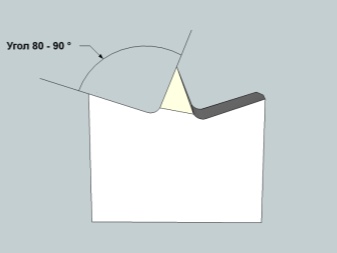
Pennverktøy for boring kan lages med én arbeidsside eller med to skjæreflater. En ensidig pennebor kutter en skjærevinkel på 75-90° på arbeidsstykkematerialet, mens en dobbeltsidig verktøymodell kutter i en vinkel på 125-135°.

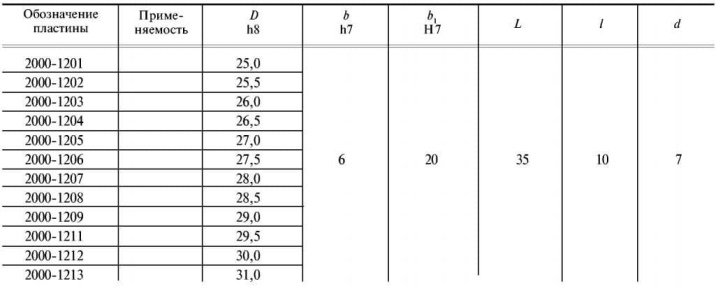
Ved produksjon av fjærbor holder produsentene seg til verifiserte proporsjoner fastsatt mellom bredden på arbeidsbladet og tykkelsen. For eksempel, for et verktøy med en diameter på 5 til 10 mm, vil tykkelsen på arbeidsdelen være fra 1 til 2 mm. Bor med en diameter på 10 til 20 mm har en arbeidsdeltykkelse på 2 til 4 mm. Hvis penneboret har en diameter større enn 20 mm, vil bladtykkelsen være 6 til 8 mm.



Dimensjoner (rediger)
Med en pennebor kan det lages hull med en diameter i området 5-60 mm. For å utføre spesifikke typer arbeid velger håndverkere en viss størrelse på boret, men om nødvendig kan du kjøpe et sett med verktøy med de mest etterspurte diametrene - 25 og 35 mm, samt 40, 50 og 60 mm. Slike parametere er oftest etterspurt for å løse ulike problemer knyttet til trebearbeiding, samt i produksjon av møbler eller andre snekkerprodukter. Hvis hullet som må lages har en større diameter enn 60 mm, må du bruke en annen type skjæreverktøy - en sirkulær krone, siden kjerneboret i dette tilfellet ikke vil være i stand til å behandle et større område enn dens diameter.
Lengden på pennverktøyet for boring er 150 mm, og på enden, motsatt arbeidsdelen, er det en bearbeiding av kjernelegemet i form av en sekskant.
Dette gjør det mulig å fikse boret inne i chucken på en skrutrekker eller bor, samt bruke spesielle sekskantadaptere for å utføre en justerbar borforlengelse. Til tross for det enkle designet har pennboreverktøyet mange positive egenskaper og gjør en utmerket jobb med oppgaven som er tildelt den.


Behandlingsalternativer
Når du velger en drill for å lage hull med stor diameter, blir profesjonelle snekkere og de som liker å lage treprodukter med egne hender veiledet av hvilken type hull de trenger å lage. Hull i tre- eller plastemner er av følgende typer.
- Ende til ende - det vil si at hullet går gjennom hele tykkelsen av arbeidsstykkematerialet. Ulike gjengeelementer settes inn i slike hull. Disse kan være pigger, bolter. I tillegg, uten å lage en gjennomgående type, er det umulig å installere dørhåndtak eller låser. I tillegg er gjennom perforering mye brukt i produksjon av møbelstrukturer.

- Døv - hullet går bare gjennom en viss dybde i materialet, uten å ha en utgang fra baksiden av arbeidsstykket. Blindhull er laget for montering av dørhengsler eller brukes på møbelprodukter for å montere et innvendig døråpnings-lukkesystem, samt for å installere håndtak eller låser.

I noen tilfeller er en pennebor en erstatning for en skivekutter, som også brukes til å lage hull med store og små diametre, men i motsetning til en drill koster den flere størrelsesordener mer.
Hvis arbeidet er engangs, og borediameteren passer til den nødvendige hulldiameteren, gir det ingen mening å kjøpe dyrt utstyr, siden du kan komme deg ut av situasjonen ved å bruke et rimelig pennverktøy for boring.
Pendrillen er egnet for både elektriske boremaskiner og batteridrevne skrutrekkere ved ganske enkelt å feste til chucken på disse verktøyene.

Utvalgstips
I moderne jernvareforretninger er det et stort utvalg av pennebormodeller, som er forskjellige i produsentens merke og pris, avhengig av kvaliteten på produktet. Når du velger dette verktøyet, må du ta hensyn til følgende viktigste parametere.
- Formens forholdsmessighet - det er to slipte blader på den arbeidende delen av boret i forhold til den sentrale avsmalnende kanten. Begge deler av produktet må være symmetriske og skjerpet i samme vinkel. Det vil ikke være overflødig å kontrollere verktøyets samsvar med bordiameteren som er angitt på pakken, dette gjelder spesielt for kinesiskproduserte produkter.
- Slipende kvalitet - den arbeidende delen av skjærebladene til boret må være godt slipt, fri for flis, flis og oppfylle tekniske standarder. Boret slipes automatisk i produksjon og ser helt flatt ut.
- Defekter - det kjøpte verktøyet bør undersøkes nøye for skjulte feil, som kan være både på arbeidsflaten til produktet og på stangkroppen. Boret, laget i fabrikken, har ingen deformasjoner, riper, spon, riper og spor av rust.


For ikke å ta feil av valget av et pennverktøy for boring og for å kjøpe et virkelig høykvalitets og pålitelig produkt, anbefaler eksperter å være oppmerksom på fargen på metallet det består av. Metallet til den mest holdbare boren har en dyp mørk farge, som er anskaffet av materialet i ferd med å behandle overflaten med varm damp.
Denne typen herding styrker stållegeringen og gjør den mer motstandsdyktig mot mekanisk påkjenning.
Hvis boret har en mørk sølvfarge av stål, indikerer dette at verktøyet ikke har blitt utsatt for ytterligere behandling, noe som betyr at det er mindre beskyttet mot mekanisk stress, og hardheten er lavere enn for en mørkfarget analog.

Noen pennebor har en tydelig gullfarge og en skinnende overflate. Når du ser et slikt verktøy, bør du vite at produsenten har behandlet overflaten med et titannitridbelegg. Dette belegget forlenger levetiden til boret betydelig, opprettholder skjæreegenskapene under drift, og titan beskytter også borets overflate mot mekanisk skade. Med en titanpennbor kan du jobbe med spesielt sterke materialer ved å lage hull i dem med en gitt diameter, mens boret ikke trenger å justeres eller slipes regelmessig - dette må gjøres mye sjeldnere enn på konvensjonelle pennebor. laget av ubelagte stållegeringer.


Driftsregler
For å oppnå størst effektivitet når du utfører arbeid med en perforert bor, samt for å forlenge driftsperioden, må følgende regler overholdes.
- Arbeid med å bore hull i treoverflater bør utføres ved lave borehastigheter, med en indikator på ikke mer enn 300-450 rpm. Regelen bør overholdes - jo tykkere bordiameteren er, desto lavere skal rotasjonshastigheten være. Denne tilnærmingen gir bedre resultater og forhindrer at boret deformeres.
- For å utføre arbeid med en pennebor, er en elektrisk drill mest egnet, som har evnen til å justere kraften, mens en skrutrekker ikke alltid kan gi ønsket kraft og rotasjonshastighet for boret.
- Hvis standardlengden på boret tydeligvis ikke er nok til å lage et hull på vanskelig tilgjengelige steder, er det nødvendig å bruke en spesialdesignet adapter for dette, som er festet i chucken på den elektriske drillen.
- Før du starter borearbeidet, måles seksjonen av arbeidsflaten til arbeidsstykket nøye, og arbeidsstedet til boret er skissert, det vil si punktet der dets kjegleformede fremspring vil bli installert - dette vil være sentrum av boret. sirkelen som skal utføres når verktøyet er i drift. Videre må boret installeres i forhold til arbeidsplanet, kun opprettholde en vinkel på 90 °.
- Det anbefales å starte boreprosessen ved lave hastigheter til den elektriske drillen, gradvis legge dem til etter hvert som boret går dypere inn i arbeidsstykkematerialet. Å legge til RPM til boret vil hjelpe boret å gå gjennom materialet lettere og beskytte boremotoren mot overoppheting. Når du merker at kjerneboret har nådd den nødvendige dybden i arbeidsstykkematerialet, må boreprosessen stoppes.


Etter at hullet i arbeidsstykket er laget, inne i sin nisje, hvis det ikke er gjennom, vil mye avfallsmateriale samles i form av spon.
De må fjernes, og dette gjøres best ikke bare på slutten av hele arbeidssyklusen, men også under utførelsen - så snart du legger merke til at mange sjetonger har samlet seg.
For å gjøre dette stoppes boringen, sponene fjernes fra hullet, og deretter senkes boret igjen i den dannede fordypningen og fortsetter å bore til ønsket dybdenivå.


Hvordan skjerpe?
Som en hvilken som helst arbeidsbor, må et pennverktøy skjerpes fra tid til annen, siden bladene i arbeidsdelen av dette produktet blir betydelig matte og ikke lenger kan lage nøyaktige hull i prosessen med å bore. Dette kan gjøres uten å ty til bruk av komplekse teknologier - sliping av en drill i form av en fjær utføres med en vanlig flat fil eller en liten maskin med et smergelhjul brukes. I prosessen med å snu et verktøy, er det viktig å opprettholde vinkelen på skjærebladet, samt formen på kutterne til den arbeidende delen av boret. I tillegg er det viktig å holde det koniske fremspringet strengt sentrert på verktøyet.

Faktum er at ethvert avvik fra den koniske delen er uunngåelig under utførelsen av arbeidet, vil føre til at sentreringen av hullet laget av en slik bore vil bli krenket.
Hvis pennverktøyet for boring ble sterkt deformert under arbeidet, vil du ikke kunne gjenopprette dets geometriske proporsjoner fullstendig uten spesialutstyr.Derfor vil tiden og kreftene som legges inn i prosessen, hvis du redigerer boret for hånd, ikke lønne seg - et slikt verktøy er ikke lenger egnet for arbeid, det må kastes. Kostnaden for en pennbor er ikke så høy, så den enkleste måten i en slik situasjon er å kjøpe et nytt produkt til deg selv.


For en oversikt over Irwin Blue Groove-merket, se nedenfor.













Kommentaren ble sendt.