Velge en pistoldrill

For å lage gjennomgående og blinde hull med stor dybde, brukes såkalte pistol- og pistoløvelser. Hullene laget av denne typen skjæreverktøy brukes i forskjellige typer deler, hvor lengden er ganske stor. Det kan for eksempel være en veivaksel for et bestemt formål eller en spindel. En konvensjonell drill er ikke egnet for slike oppgaver, derfor er pistol- og pistoløvelser etterspurt i et visst segment av industriell produksjon. La oss vurdere mer detaljert funksjonene til en pistolbor, kanoner og andre typer, GOST og utvalgskriterier.

Egendommer
Hvis lengden på hullet som skal bores er lik fem diametre av skjæreverktøyet, kan et slikt hull betraktes som dypt. Å lage dype og presise hull er en kompleks prosedyre som er preget av høy arbeidsintensitet og høy profesjonalitet hos operatøren. I prosessen med boring avkjøles skjæreverktøyet med en spesiell væske som tilføres til arbeidsområdet til boret under trykk.
En slik kjølesammensetning er en av bestanddelene i kvalitetssikringen av det utførte arbeidet.


Pistolbor for nøyaktig dyphullsboring det er viktig å plassere den riktig i forhold til arbeidsflaten. For å lette denne prosessen brukes en såkalt jiggbøsning, den lar ikke skjæreverktøyet avvike under drift. Hvis det ikke er en slik hylse, kan du komme deg ut av situasjonen ved først å bore et hull med en mindre diameter, og deretter utvide det med et annet bornummer til de nødvendige dimensjonene.

Pistol kjedelig verktøy gjør laget av høyfast stållegering... Det er bemerkelsesverdig at et slikt skjæreverktøy har en rotasjonshastighet som er 10 ganger høyere enn hastigheten til en konvensjonell bor som brukes til å bore grunne hull. Skjæreverktøyet brukes til å lage hull i pumpeenheter, i dysekroppen eller koblingsstangen.
Når du arbeider med et langt verktøy, oppstår det ofte vanskeligheter knyttet til fjerning av spon brukt under boreprosessen, derfor Det er alltid en risiko for at boret løper utenfor den angitte boreveien. En annen funksjon ved dette verktøyet er det den kan ikke roteres med maksimal hastighet, hvis skjæreverktøyet ikke er nedsenket i hulrommet til arbeidsstykket som behandles. En slik forglemmelse fører til det faktum at arbeidsdelen av skjæreverktøyet forskyves fra den forhåndsbestemte banen som er nødvendig for nøyaktig boring.


Visninger
Det er følgende typer skjæreverktøy som brukes til å lage dype og svært presise hull:
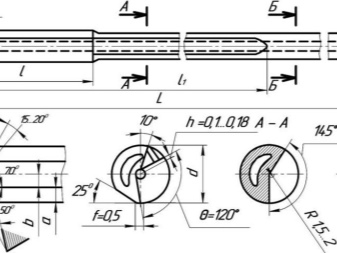
- kanon - det er et V-formet spor på arbeidsdelen av verktøyet; det er nødvendig for å fjerne avfallsmetallspon fra hullet;
- ejektor - dette verktøyet brukes til maskiner der skjæreelementet er plassert i horisontal retning;
- rifle - en variant som er utstyrt med innsatser av karbidstål, som er plassert på mellom- og hovedskjærene;
- rifle - med skjærende deler og overflater laget av stål og harde legeringer;
- rifle - hvor karbidskjæreinnsatser er festet til kroppen ved lodding;
- spiral - har et skaft, som presenteres i form av en sylindrisk struktur.


Rifle- og kanonboreverktøy er enkeltbitsalternativer.Takket være dem kan du bore et hull hvis diameterparametere er i området fra 0,5 mm til 10 cm.
Under drift varmes boret opp, det kan avkjøles ved å tilføre skjærevæske til et spesielt rom som ligger inne i arbeidsdelen av boret. Pistol- og pistolbor med hardmetallskjære har et kjegleformet arbeidsskaft. Denne formen leder skjæreverktøyet mer presist inn i boreområdet.

Valgkriterier
Dimensjonsparametere og tekniske egenskaper for rifle- og kanonboreverktøy regulert av GOST-standarder, ifølge hvilke disse borene tilhører den lange serien. Bruken av boret er kun mulig på en spesiell maskin designet for dypboring. Når du velger en boredesign, må du ta hensyn til de nødvendige hullparametrene - dens diameter og lengde. For den høye kvaliteten på oppgaven er borehastigheten til boret, så vel som typen av dens hale, av stor betydning.


De viktigste anbefalingene du bør vurdere når du velger et boreverktøy er som følger:
- når du lager et hull, hvis lengde vil være mer enn 400 mm, det anbefales å bruke 2 bor med forskjellige dimensjoner; først må du bruke et verktøy hvis størrelse er 9,95 x 800 mm, og deretter utvides hullet med en bor, hvis størrelse er litt større og er 10 x 400 mm;
- hvis metallet produserer en lang type spon under boring, du må velge et skjæreverktøy som har lange og polerte spor for tilbaketrekking;
- hvis det er nødvendig å behandle myke metallegeringer, for eksempel aluminium, så bør et skjæreverktøy brukes, hvis utforming sørger for ett skjæreblad skjerpet i en vinkel på 180 °;
- innholdet av smøremiddel i kjølevæsken må være på nivået minst 10% av det totale volumet av denne sammensetningen;
- hvis mykt materiale behandles, da er det nødvendig å nå maksimal hastighet på boret i trinn, og dette må gjøres i 3 trinn; i tillegg er hullet også laget i etapper - først gjøres en pilotboring med et verktøy med mindre diameter, og deretter utvides hullet med en bor i ønsket størrelse;
- når du endrer en bordiameter til en annen størrelse, kan rotasjonen av verktøyet stoppes ved å slå på høytrykksmatingen til smøremiddelkjølemassen i 1–2 sekunder; etter at hullet er laget i henhold til de spesifiserte parametrene, slås boret av, og slutter å tilføre en kjølemasse til hullet.


For å velge riktig bor for å lage dype hull, er det viktig å ta hensyn til ikke bare dens dimensjoner lik dimensjonene til hullet, men også egenskapene til metallegeringen, samt typen boreutstyr som arbeidet vil bli utført.
Du må starte arbeidet med minimumsrotasjonshastighetene til boret, mens det er viktig å sikre tilførselen av skjærevæske til den helt fra begynnelsen.


Hvordan bore dype hull med HAMMOND pistolbor, se nedenfor.













Kommentaren ble sendt.