Hvordan slipe et metallbor hjemme?

Uansett hva boret viser seg å være - selv en høykvalitets - etter hundrevis av boresykluser blir det mattere, og mister den perfekte slipingen som er gitt til selve produktet på fabrikken. Den vil ikke bore et perfekt, ikke fillete hull før boret er slipt tilbake til sin tidligere skarphet.
Når bør du skjerpe?
Borsliping for metall er nødvendig i følgende tilfeller.
- Hopper av fra punktet som er merket ved hjelp av kjernen.
- Når du prøver å bore uten å merke det fremtidige hullet, fanger ikke boret det valgte punktet med spissen, men "går", uansett hvor hardt mesteren gjør.
- Det er en banking, banking, støy under boring, som blir til en høyfrekvent klang. Bankingen og vibrasjonen løsner boret (eller hammerboret). På mekanikken brutt av stumpe bor, kan du ikke bore med nye, nettopp kjøpte bor: en ny bor bryter ofte fra dette.
- Overoppheting selv etter ett minutts kontinuerlig drift. Overoppheting av høyhastighetsstål vil føre til tap av dets styrkeegenskaper (seighet, hardhet), og produktet vil kun være egnet for treverk, og ikke for metall.
- Metallpartikler blir revet, spiralspon forsvinner.
Hvis ett eller flere tegn blir funnet, stopp boringen umiddelbart og kontroller skarpheten på spissen og spiralkantene.

Nødvendig verktøy
Ethvert av de valgte verktøyene, inkludert de som er utstyrt med en elektrisk motor, må slipe stålprodukter (kniver, bor, saks, etc.). Det andre kravet er å beholde boret som skal slipes i prosessen. Hvor raskt og effektivt boret skjerpes avhenger av innstillingen av den nødvendige slipevinkelen til det overskytende stållaget fra kantene på spissen og hastigheten på å skyve produktet mot slipeskiven. Mekaniserte slipeverktøy lar deg bringe en bor med en diameter på 3-19 mm til arbeidstilstand på et par minutter. Spiralbor slipes på spesielle eller konvensjonelle maskiner med elektrisk motor og enkelt matesystem. En slik maskin kan monteres uavhengig i en garasje - det er ikke nødvendig å kjøpe profesjonelle maskiner; ofte rettes utrettingen av borepunktet med en fil, en slipestein eller en sirkel.



Bulgarsk
Mesteren trenger, i tillegg til selve den elektriske stasjonen, en skrustikke der det dreide produktet er klemt fast.
Kornstørrelsen på slipeskiven er valgt slik at det blotte øye ikke kunne se mikrofurene etterlatt av glasskrummen, som sliper metallet.

For å dreie en drill med en kvern, gjør følgende:
- klem boret vertikalt i en skrustikke;
- slip den bakre kanten for å fjerne tegn på slitasje;
- slip skjærekanten i en vinkel på 120 °.
Ikke hold boret kontinuerlig i mer enn to sekunder. Korte økter består i å fjerne tynne, mye mindre enn 1 mm, legeringslag fra arbeidskanten. Drillen er klar til bruk igjen.

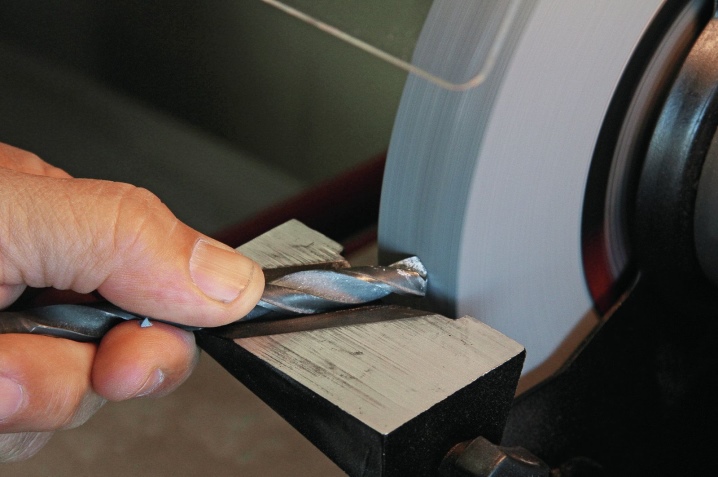
Skjerper
Kvernen utmerker seg ved sin brukshastighet, mobilitet, men mesteren betaler for å snu med sin hjelp med skaderisiko. Selv ved å sette på et beskyttende deksel på kvernen, er det en mulighet for at hjulet sprekker, verktøyet vil føre med en kort fastkjøring med en hastighet på tusenvis av omdreininger per sekund. Sliperen reduserer risikoen for skader på grunn av den stive fikseringen av selve maskinen. Hvis det er umulig å bestemme slipevinkelen, påføres en plastmal som påføres overflaten som skal slipes før man begynner å slipe. For at holderen ikke skal gå til siden festes den med en bolt. Gjør følgende for å slå boret på en sliper.
- Klipp boret inn i holderen og slå på maskinen.
- Flytt skjærekantene til slipeskiven i en vinkel på 120°.
- Hvis det er hakk og bulker på boret, slip dem av fra alle sider. De forstyrrer justeringen av produktet og boret, og får sistnevnte til å vibrere unødvendig.
Slipebor med stor diameter, på grunn av den økte totale varmekapasiteten, overopphetes stålet, og går fra en høyhastighet til en konvensjonell, uegnet for boring av andre stål.


Borekrone
Boret lar deg slipe bor for metall. Handlingsskjemaet er som følger.
- Installer adapteren for konvensjonelle bor på boret. På en enkel elektrisk drill er det neppe nødvendig.
- Installer et bor i hullet med ønsket diameter.
- Start boret og slip boret på den ene siden.
- For å dreie den andre skjærekanten, snu den andre siden av boret fra samme ende.
Boret vil bare skjerpe et litt matt bor.
Et produkt med bulker og hakk på skjærekanten kan ikke slipes med bor.
Men på grunn av den relativt lave kostnaden - sammenlignet med andre verktøy - er dreiebor på en dyse billig.




Fil eller fil
Filen er ikke egnet for bearbeiding av høyhastighetsstål, som er preget av økt hardhet sammenlignet med andre stålkvaliteter. Ved bruk av grove eller diamantbelagte steiner er det vanskelig å opprettholde ønsket slipevinkel for hånd. Bruk motoriserte slipeutstyr.

Teknologi
For å skjerpe en bor med høy kvalitet, er det nødvendig med visse enheter. Om det er en liten eller en stor drill spiller ingen rolle - teknologien er den samme: hovedarbeidet utføres av skjærekantene på enden, og sidespiralkantene justerer det borede hullet, og leder sponene inn i spiralkanalene.

Den enkleste måten å skjerpe en bore på er en hylse, dens indre diameter er lik diameteren til selve delen av boret. Hylsen festes godt i ønsket vinkel. Det velges på følgende måte - boret må tydelig og med innsats gå inn i malen, uten å avvike en eneste grad. Hvis boret avviker, vil innsnittskantene ikke gjenopprette seg nøyaktig og vil ende opp med å "gå" mens du arbeider. Hylsen kan kompletteres med ikke-jernholdige metallrør, hvis indre diameter er lik de vanligste verdiene for produktdiameteren.

Spesielt kunnskapsrike håndverkere ettermonterer denne enheten med en treblokk, boret med bor med forskjellige diametre.
Malen inkluderer et hendig verktøy som letter matingen av boret til slipeskiven for sliping og ikke lar produktet bevege seg i motsatt retning. Jo hardere tresort som stangen er laget av, desto mer nøyaktig er vinkelen satt: for eksempel bruker mesteren en eikestang for å mate boret, mens svingen til boret i den ved sliping, er svingningen utelukket . Maskinen - for eksempel den samme brynesteinen - kan være hjemmelaget: det viktigste er at brynet ikke er sentrert, ikke vibrerer under drift.

Riktig vinkel
Vinkelen bestemmes av typen stål eller annet metall (eller legering) som hullene er boret i. Jo lavere hardhet metallet eller legeringen har, desto større blir slipevinkelen. Så for stål, støpejern og bronse, arbeidsstykkene som må bores fra, når skarphetsvinkelen 120 °, for plast og myke alkalimetaller som magnesium - 85 °.


Men for steintøy av glass og porselen er vinkelen enda dummere - 135 °, det samme kreves for myk bronse og aluminiumslegeringer.
Alle treslag krever 130 °. 115° er tilstrekkelig for rustfritt stål. Faktum er at et lett ettergivende metall danner flere spon på kort tid, overdreven friksjon oppstår, borespissen varmes opp mer og raskere. Og overdreven varme sløver det - selv det herdede stålet som boret er laget av, er herdet når det varmes opp. Stålet i produktet mister sin hardhet og begynner å bli sløvt.

Feilsøking
Det er mulig å ta med seg en gjenoppbyggbar drill hjemme på spesielle slipeskiver som kombinerer grovsliping av høyhastighetsstål med finkornet stål. Disse skivene inneholder et relativt mykt fyllstoff som eliminerer grove riper, hakk og hull fra arbeidet. De elimineres uten å endre formen på skjærekantene. Disse skivene plasseres på en kvern eller bor, og boret klemmes på en separat klemme eller i en skrustikke. Hvis behandlingen med hjulene viste seg å være grov, slipes selve produktet med et roterende smergelhjul.

Undersøkelse
En rask sjekk av riktig skjerping oppnås ved hjelp av en spesiell mal som måler lengden på skjærekantene, plasseringen av spissen, vinkelen på utløpskanalenes skråvinkel på boret og verdien av vinkelen til den langsgående kant.

Underskjæring
Hvis mesterens 10 mm bor er kjedelig, skjerpes produktet fra siden av forkanten. Oppgaven er å øke vinkelen på skjærekanten og redusere skråkanten på forkanten, innsnevring av tverrkanten.
Sistnevnte vil tillate at metallet eller legeringen på arbeidsstykket skrapes mer aktivt i midten av hullet.
Dette forhindrer akselerert brudd av de minste stålkornene fra punktet, noe som betyr at det forlenger levetiden til boret, gjør det mulig å bore raskere og mer. Produktet er i tillegg slipt i en liten klaringsvinkel, noe som reduserer friksjonskraften i de kuttede hullene.


Anbefalinger
Vanlige bor skjerpes med egne hender på en enkel sliper, en sag med en stor slipeskive, en kvern eller en drill med dyse. Men for krone kan det være nødvendig med en spesiell maskin. Faktum er det kronen har en akse - hovedboret, som er et vanlig produkt. Og hvis den skjerpes på en enkel måte, vil den taggete, saglignende kanten av kronen kreve maskinforhold. Det samme gjelder for kjegletrinnsøvelser.

Ikke slip bor uten beskyttelsesdeksel og skjerm - spredning av stålstøv er farlig for øynene. Flere lesjoner i øyet, dets tilstopping med spon er full av vanskeligheter med å trekke ut dem.
I verste fall, på grunn av rus med stål som ruster i et salt miljø, vil en person lett miste det. Vær forsiktig så du ikke borer i taket uten hjelm - fallende spon faller også inn i ubeskyttede øyne.
Få riktig vinkel for underskjæringen. For "flat" bor vil ikke bore stål, for "bratt" - tre, aluminium, bronse, magnesium, plast. En feil vinkel vil enten føre til at boret vrir seg og hullet vil bevege seg, eller det vil blokkere og knekke.
Ikke bor med vanlig høyhastighetsstål i glass, porselenssteintøy, granitt, keramikk, høyfast leire. For disse materialene er det en såkalt gevinst. Pobeditovy-legeringen overgår betydelig høyhastighetsstål i styrke. Ikke prøv å bore gjennom herdet glass - det vil smuldre opp umiddelbart.
Ikke slip seirende øvelser med vanlig smergel og forglassede steinsirkler. - for disse produktene er det en diamant, som de sirklene som de kutter stein, murstein og herdet stål med. Slip seirende øvelser i lave hastigheter.

Ikke overoppheting boret når du dreier - overopphetet stål vil oppleve herding og bli merkbart verre. Hun vil ikke lenger være verken herdet eller høyhastighets (instrumental).
Ikke avkjøl en rødglødende meislet borkrone i vann eller andre kalde væsker - den penetreres av mikrosprekker fra skarp avkjøling. Ved første forsøk på å bore et arbeidsstykke vil produktet umiddelbart gå i stykker.
Ikke bøy av boret når du dreier. Den minste forsiktighet - selv i en viss grad - vil føre til ujevn svinging, vibrasjoner vil oppstå, bryte selve boret og løsne girkassen og boremotoren.
Lengdene på skjærekantene avviker fra hverandre opp til 0,3 mm. Denne begrensningen observeres ved dreiing av bor med liten diameter.

Lengden på arbeidsdelen skal ikke være mindre enn en centimeter. Hvis boret går i stykker og en del av skjæreområdet blir kastet ut, må du ikke slipe bor, hvis arbeidsseksjon nå er mindre enn en centimeter.
Hardmetallbor (f.eks. Pobedit, diamantspiss) slipes med de samme verktøyene som solide bor laget av de samme materialene.
Hvor enkelt det er å slipe et bor, se nedenfor.













Kommentaren ble sendt.