Alt om slipebor
Byggefagfolk håndterer hele tiden ulike typer øvelser som blir sløve over tid. Kutteelementer av dårlig kvalitet blir ubrukelige etter noen måneder. Dyre merkevareprøver tjener sine eiere i mer enn et dusin år. Og det er byggherrene deres som ikke vil tape, men sende dem for å skjerpe seg. I prinsippet er dette den riktige avgjørelsen, men du må betale mye penger for å gjenopprette tilstanden til en sløv drill. Og for ikke å tømme lommeboken, kan du bruke anbefalingene for å skjerpe deg.


Grunnleggende regler
De som bruker boret en gang i året merker ikke at det mister skarpheten. Men med denne tilnærmingen, på et tidspunkt, vil den rett og slett ikke lage et hull. Og så må du ta en uavhengig avgjørelse - enten kjøp en ny drill, eller gjenopprett en sløv.


Selve prosessen med å skjerpe på profesjonelt utstyr krever ikke menneskelig innsats, som ikke kan sies om å gjenopprette skarpheten med egne hender. Men før du fortsetter med en detaljert bekjentskap med reglene for skjerping og forviklingene i prosessen, er det nødvendig å finne ut tegnene på at boret snart vil bli ubrukelig:
- skjæreelementet er veldig varmt;
- små metallspon flyr ut fra under kanten;
- støyen fra arbeidsboren blir mye sterkere.

Spesiell oppmerksomhet bør rettes mot den siste funksjonen. Friksjonen mellom den butte kanten på spiralbor og overflaten som skal bores øker, noe som resulterer i uvanlig høy støy. I en slik situasjon er det nødvendig å umiddelbart slutte å jobbe, ellers vil skjæreelementet varmes opp, strukturen endres, så det vil rett og slett ikke være mulig å gjenopprette boret.

Videre foreslås det å bli kjent med noen av reglene og instruksjonene til erfarne håndverkere som er engasjert i regelmessig sliping av stumpe sentreringsspisser.
Og det som er bemerkelsesverdig, fra informasjonen som tilbys, blir det klart at du kan gjenopprette boret med egne hender.

Boreslipeprosessen krever spesialutstyr. I dette tilfellet snakker vi om slipemaskiner og vedlegg for bor og hammerbor. En slipemaskin er en enhet utstyrt med en slipestein. Bor- og hammerbor har uvanlige spissformer. Ofte i private hus er det en miniatyrslipemaskin, siden denne enheten kan brukes til å skjerpe mer enn bare øvelser.

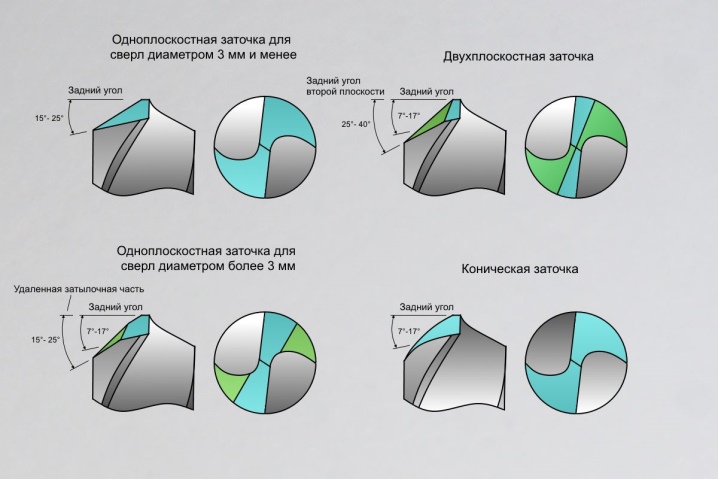
Slipeteknologien avhenger av bortypen. I dag er det koniske, skrue, sylindriske, enkeltplanede og dobbeltplanede skjæreelementer til salgs. Hver av de presenterte typene skjæreelementer krever en spesiell tilnærming til skjerping, men det felles mellom dem er at bare bakkantene er skjerpet.

Det er veldig vanskelig å gjøre det manuelt, men det er mulig. Spesielt når det gjelder små eksemplarer. Små og tynne øvelser skjerpes alltid for hånd, takket være hvilke en person fyller hånden i slipeferdigheten og etter en stund kan sette i orden skjæreelementene i store størrelser.

Enkeltplansøvelser skiller seg fra sine kolleger ved tilstedeværelsen av bare ett fly. Skarphetens helningsvinkel i henhold til standarden varierer fra 28-30 grader. Det er denne delen som egner seg til restaurering. Dette skråplanet bringes opp til en inaktiv slipestein.Hvis steinen roterer, er sjansen stor for at boret får feil vinkel. Toplansbor skjerpes på lignende måte. Den eneste forskjellen i skjerpeprosessen er behovet for å behandle to plan.

Det er viktig å være svært forsiktig ved restaurering av koniske bor. Den avsmalnende formen på kanten må ikke forstyrres. Derfor må boret bringes til en roterende slipestein, trykke på skjæreelementet og bruke oscillerende bevegelser for å skjerpe kjeglen. Det viktigste er ikke å fjerne boret fra steinen og utføre hele prosedyren med ett trykk.
En viktig tommelfingerregel ved sliping av bor er å opprettholde formen på kanten. Det er ingen hemmelighet at dette ikke er mulig i alle tilfeller. Spesielt når det gjelder slipebor med en diameter på 10 mm eller mindre. For denne typen skjæreelementer er det imidlertid å foretrekke å opprettholde kun klaringsvinkelen.

Når det gjelder bor med en diameter på mer enn 10 mm, anbefaler slipefagfolk å skjerpe ikke bare kantene på flyene, med tanke på vinkelen, men også frontplanene, noe som forbedrer strukturens tekniske egenskaper betydelig. Denne skjerpingen vil være mer effektiv i borearbeid.

På grunn av riktig skjerping av rakeplanet, blir vinkelen på den skjærende delen av boret større, noe som øker utholdenheten til metallelementet betydelig. I tillegg, den tverrgående lengden på kanten blir mindre, på grunn av hvilken produktet ikke kutter hullet, men skraper.

Etter slipeprosedyren er det nødvendig å finjustere den. Enkelt sagt, fjern grader forårsaket av den mekaniske virkningen av slipesteinen. For fabrikksliping er denne prosedyren ekstremt viktig. Dermed er det mulig å øke nivået av slitestyrke til skjæreelementet. Hjemme er finjustering ikke alltid mulig, men hvis det er de nødvendige enhetene, kan du ikke hoppe over denne prosedyren.

For hjemmebehandling er det nødvendig å bruke en silisiumkarbid eller elborstein. De kan kjøpes i ethvert byggemarked. Silisiumkarbidstein er grønn i fargen. Ideelt sett bør du bruke en kopi av klasse 63C med en kornindeks på 6 og en hardhet på M3-CM1. Hvis valget falt på en stein fra Elbor, er det nødvendig å ta en prøve med en kornindeks i området 6-8. Det er viktig å være oppmerksom på at de presenterte steinene for etterbehandling skal lages på en bakelittbinding.

Spesiell oppmerksomhet bør rettes mot trinnøvelser. De kan kjøpes på markedet som enkeltvarer eller som et sett. Diameteren på de produserte trinnborene varierer fra 4 til 21 mm. Trinnbor er av høy kvalitet og slitestyrke, men selv disse skjæreelementmønstrene blir matte. Og dessverre er restaurering av tuppen av boret bare mulig i noen modeller.

Hvis vi snakker om en seirende drill, bør et diamanthjul brukes til sliping.

Varianter
I det moderne markedet kan du finne spiralbor, flate og sentermodeller:
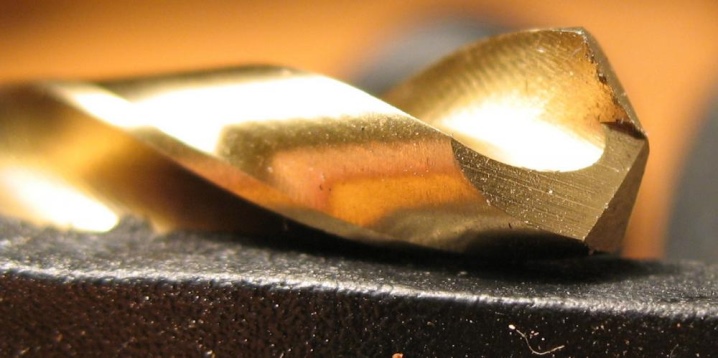
- spiralelementer, i henhold til navnet deres, er forskjellige i spiralformen på kantene;
- flate produkter er designet for å lage dype hull med store diametre;
- senterbor brukes til å sentrere elementer.



Alle de presenterte øvelsene blir matte over tid. Redusering av skarpheten til skjæreelementet forstyrrer byggearbeidet. Dette betyr at produktet må restaureres.

Til dags dato er det utviklet 5 typer boresliping. Hver enkelt metode tilsvarer typen materiale til skjæreelementet og spesifikasjonene for dets drift.
- "H" - denne typen skjerping er universell. Den brukes imidlertid til restaurering av bor med en maksimal diameter på 12 mm.
- "NP" - i dette tilfellet utføres skjerping av korte tverrstenger.
- "NPL" - en type skjerping innebærer å forlenge den tverrgående kanten og bredden på båndet.
- "DP" - i det profesjonelle feltet kalles denne typen skjerping "dobbel". I tillegg til tverrkanten, dannes 4 flere kanter i form av brutte linjer.
- "DPL" - beskrivelsen ligner den fjerde skjerpemetoden, bare skjerpingen av båndet er lagt til.
Slipingsvinkel
Som nevnt tidligere, før du begynner å slipe boret, må du beregne riktig vinkel for restaurering av skjæreelementet. For å gjøre det lettere å finne den riktige indikatoren, er det utviklet en spesiell tabell, der i den første kolonnen er helningsgraden med en digital verdi angitt, og i den andre - materialet beregnet for boring.

|
Bearbeidet materiale |
Slipingsvinkel |
|
Stål, støpejern, bronse |
115-120 |
|
Messing |
120-130 |
|
Kobber |
120 |
|
Aluminium |
130 |
|
Keramikk, granitt |
130 |
|
Tre |
130 |
|
Magi |
80 |
|
Silumin |
90-100 |
|
Plast |
90-100 |
Feil dreievinkel vil føre til at boret og elektroverktøyet varmes opp under drift. Og kvaliteten på hullet som skal bores synker betydelig.

Verktøykrav
Under industrielle forhold utføres sliping på spesialutstyr i samsvar med sikkerhetsforskrifter. For husholdningsformål har imidlertid flere andre enheter blitt oppfunnet og utviklet:
- en mekanisme utstyrt med en slipestein;
- maskinen koblet til strømnettet;
- kvern og drill (men de brukes bare i fravær av strenge krav til slipevinkelen);
- slipespisser for bor.




Hver enkelt enhet tilbyr et høyt nivå av ytelse, vinkelnøyaktighet og brukervennlighet. De har et veldig praktisk kontrollsystem som selv en amatør kan håndtere. En annen fordel med de presenterte alternativene for hjemmeenheter er deres lave kostnader og miniatyrstørrelse.

Ideelt sett må du skjerpe borene med en kvern. Men i mangel av dette utstyret kan du bare bruke platen fra det. Hovedsaken er at kornstørrelsen på smergelhjulet oppfyller kravene. Den runde smergelen skal festes til en drill eller sliper. Det anbefales å bruke en kvern kun som en siste utvei.
Det er viktig å merke seg at det er flere helserisikoer forbundet med sliping av skjæreelementer. Derfor, før du starter arbeidet, bør du beskytte øynene ved å bruke spesielle briller. En bolle med kaldt vann bør plasseres ved siden av boret som skal slipes, der skjæreelementet avkjøles.

Hvordan slipe forskjellige bor?
Ifølge eksperter bør man starte en uavhengig praksis med å skjerpe bor med skjæreprodukter med en diameter på mer enn 10 mm. Slipingsvinkelen for slike elementer er 120 grader. Etter prosedyren skal fronten av boret være symmetrisk. Hvis det oppstår en feil under slipingen, kan den rettes umiddelbart.
I et stykke fra skjæret er det en såkalt flankeflate. Den skal være innenfor 1-1,5 mm fra skjærekanten nedover.

Videre foreslås det å gjøre deg mer detaljert kjent med den teoretiske siden av gjør-det-selv-slipingsprosessen. Først av alt, må du gjøre noen forberedelser. På overflaten av slipesteinen tegner du en linje parallelt med rotasjonen av aksen med en svart filtpenn.
Deretter må du plassere boret riktig. Den må holdes tydelig horisontalt. I dette tilfellet vil markeringene laget med en filtpenn være plassert litt over rotasjonsaksen. Dermed vil den langsgående delen av verktøyet, plassert horisontalt, dreies til venstre side med omtrent 30 grader, noe som vil sikre at den nødvendige slipevinkelen oppnås.

Nå kan du gå fra teori til praksis. En drill med stump spiss tas. Deretter må du finne riktig posisjon til verktøyet. Til å begynne med skjerpes den ene siden, og deretter den andre. I intet tilfelle bør du skynde deg. Arbeidet skal foregå med største forsiktighet.Hvis den skarpe kanten plutselig varmes opp og blir rød, må du dyppe boret i en beholder med vann. Etter avkjøling av skjæreelementet kan du fortsette arbeidet.
Når du er ferdig med å slipe det nedslåtte boret, må du sjekke resultatet. For dette tas en bor, et skjerpet verktøy settes inn i chucken. Da kan du prøve å bore en ståloverflate som er 8 mm tykk. Hvis hullene kan bores uten problemer, var slipeprosessen riktig.



Faktisk er det mange måter å skjerpe skjæreelementer på. Og hver separat metode forutsetter behandling av øvelser for forskjellige materialer. For aluminium, kobber og til og med rustfritt stål brukes spiralbor, som skjerpes etter den universelle og doble "metoden". Sliping av en drill for punktsveising gjøres med en kvern. Små bor med en diameter på mindre enn 4 mm slipes utelukkende for hånd. Forresten, om nødvendig kan du slipe det gamle boret til kutteren selv.
Dessverre, ikke alle lykkes med å slipe en kjedelig drill første gang med egne hender... Men med litt tålmodighet vil du kunne oppnå et positivt resultat.


På betong
I betongbor er det kun den bakre overflaten som skjerpes. For restaurering bør den to-plans eller koniske metoden brukes.
Først må du gjøre deg kjent med den koniske slipemetoden. Skjæreelementet må settes inn i prismet til kvernen, som beveger seg rundt sin akse. Deretter konfigurerer du parameterne. Konens akse skal ha en vinkel på 45 grader i forhold til borets akse. Det gjenstår bare å aktivere enheten og vente til slutten av arbeidet. Den koniske metoden brukes til å skape en kraftig økning i klaringsvinkelen til skjæreelementet.

For å automatisere prosessen anbefales det å bruke skruemetoden. Den er preget av bevegelser fremover i samsvar med rotasjonen av slipeskiven. Bemerkelsesverdig nok lar denne metoden deg samtidig skjerpe de fremre og bakre hjørnene av skjæreelementet.

Ved tre
Først av alt må du huske at denne arbeidsprosessen er veldig kompleks. Den første gangen kan ingen slipe et trebor riktig. For å starte selvrestaurering av et slikt skjæreelement, bør du øve på et slitt instrument.
Hovedvanskeligheten med arbeidet er at selv en feil bevegelse kan føre til skade på boret. Det er derfor det er nødvendig å tydelig følge de foreskrevne instruksjonene:
- en beholder med vann skal plasseres ved siden av arbeidsplassen;
- det er viktig å få en vinkel på 45 grader;
- øvelser må holdes ved kanten av skiven;
- for at slipeprosessen skal gå jevnt, må du plassere skjæreelementet i skiven;
- kantene må være litt gjemt et par millimeter og overvåke jevnheten deres;
- når skjerpingsprosessen nærmer seg sin logiske konklusjon, er det nødvendig å bremse maskinens hastighet;
- på slutten av arbeidet er det nødvendig å avkjøle skjæreelementet og kontrollere funksjonaliteten.

For metall
Prinsippet om å skjerpe en bor for metall er ikke spesielt vanskelig, men krever fortsatt tålmodighet. Med venstre hånd må du ta verktøyet og holde det ved siden av arbeidsbasen. Med høyre hånd må du ta tak i halen på boret og starte rotasjonen av skiven. Den bakre delen av kanten føres opp til den roterende delen. Med lett trykk må du snu boret. Oppretthold samtidig riktig helling til enhver tid. Det er svært viktig at skjærekantene har samme lengde og identiske vinkler.
Det gjenstår bare å sjekke det skjerpede boret.

En enkel måte å slipe et bor på er i videoen nedenfor.













Kommentaren ble sendt.