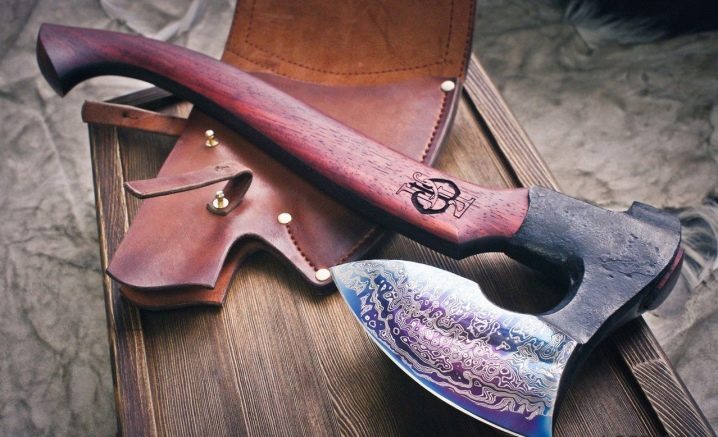
Funksjoner av smidde økser

Smidde økser er et populært verktøy og er mye brukt i mange områder av menneskelig bestrebelse. Deres høye etterspørsel skyldes den spesielle styrken til materialet oppnådd ved hjelp av den eldste metallbearbeidingsmetoden - smiing.
Produksjonsprosess
Smiing regnes som en av de tradisjonelle metodene for å lage økser og er på mange måter overlegen mer moderne teknologi. Hovedtrekket er en endring i strukturen og tettheten til metallet, samt eliminering av sprekker og lufthulrom i det. Smiing av økser er et håndverk utført av smeder. Metallbearbeiding utføres ved hjelp av manuelle eller elektriske hammere ved å forme varme arbeidsstykker til ønskede former.

I dette tilfellet virker sjokkbelastningen på hele massen av metallet, og etterlater ingen gjenværende spenning og hulrom i den. Som et resultat får hele tykkelsen av materialet en retningsstruktur, samtidig som den blir veldig sterk og motstandsdyktig mot enhver påkjenning. Smiing av emner for økser utføres flere ganger, på grunn av hvilke slagger blir fortrengt fra porene, og de eksisterende hulrommene er fylt med metall.

Det neste trinnet i å smi en øks er å forme emnet til ønsket form. Prosessen består i å forme bladet og bøye øyet med påfølgende sveising ved hjelp av smiesveising. Dessuten er øyets område gjort mindre hardt sammenlignet med bladet på en øks, som et resultat av at metallet er mer viskøst, noe som gjør at spiker kan slås inn med baksiden av verktøyet. Og metallbearbeidingen fullføres av den fine etterbehandlingen av øksen, som utføres ved metoden for skjerping og sliping.

Det siste stadiet i produksjonen av verktøyet er opprettelsen av en øks - et trehåndtak av en øks. Til dette brukes hardtre: bøk, bjørk, ask eller akasie. Formen på skaftet avhenger helt av formålet med instrumentet, og lengden beregnes vanligvis individuelt. Så den optimale størrelsen på håndtaket er avstanden mellom skulderen og håndleddet: det er denne lengden øksen anses som tryggere å jobbe med.

Fordeler og ulemper
Populariteten til håndlagde smidde økser forklares med en rekke fordeler fremfor verktøy, laget på andre måter.
- Kvaliteten på smidde modeller er mye bedre enn kvaliteten på stemplede og støpte modeller, noe som skyldes teknologien for flere smiing og metallherding.
- Øksen er alltid tilpasset formålet med øksen og er ofte spesiallaget.
- I tillegg brukes kun tre av høy kvalitet til fremstilling av håndtaket, noe som utelukker spaltning under påvirkning av tunge belastninger.
- Og også, mange fagfolk legger merke til den utmerkede festingen av øksen til skaftet, som lar deg ikke bekymre deg for det faktum at den under fellingsprosessen kan fly av øksen.
- En annen betydelig fordel med smidde modeller er deres holdbarhet. Et slikt verktøy kan tjene i mer enn et dusin år og er ofte arvet fra bestefar til barnebarn.






Men som alle andre verktøy har smidde økser fortsatt ulemper. Først av alt inkluderer de en høy kostnad, noe som forklares av manuelt arbeid, som alltid har vært dyrt.I tillegg skjerper smeder hver spesifikk modell utelukkende for en bestemt type arbeid, og for å bruke den til andre tekniske oppgaver, må bladet slipes på nytt. Den neste betydelige ulempen er risikoen for å kjøpe et produkt av lav kvalitet, under produksjonen som metallet ikke var ferdig eller overopphetet.

For å beskytte deg selv mot å kjøpe et slikt produkt, bør du bruke tjenestene til erfarne profesjonelle smeder som verdsetter deres rykte og er personlig ansvarlige for hvert produkt de lager. En annen betydelig ulempe med en smidd øks er behovet for riktig skjerping. Et smidd blad kan ikke slipes ved bruk av konvensjonell metallsliping: i dette tilfellet er det nødvendig med en finkornet slipeskive langs den smidde kanten. Enda vanskeligere å slipe er mønstrede kniver som kun skal håndteres av fagfolk.




Design
Innretningen til en smidd øks har holdt seg uendret i mer enn hundre år og inkluderer en rekke elementer.
- Blad er den viktigste arbeidsdelen av øksen og gjennomgår en separat herding. Ved riktig bruk blir et godt slipt blad praktisk talt ikke sløvt. Vanligvis bruker smidde økser teknologien for sentralsliping, når kun midten av bladet skal slipes. Samtidig er kantene bevisst gjort noe dummere, noe som gjør at øksen kan komme mer effektivt inn i treets dybde.

- Angriper eller blad, er en flat overflate som ender i et blad og er hoveddelen av øksen. Den optimale bladvekten er 800-1000 g. Slike modeller anses som universelle og egnet for de fleste typer aktiviteter.

- Økse er et trehåndtak og er ansvarlig for brukervennligheten til verktøyet. I henhold til profilens konfigurasjon skal den ligne et egg, siden håndtakene til denne spesielle formen passer best i hånden. Lengden på håndtaket varierer avhengig av formålet med modellen. For eksempel, for å felle liggende trær, må den være minst 70 cm.

Denne størrelsen reduserer risikoen for skader betraktelig når bladet går ned i bakken i tilfelle en feil, i stedet for å synke ned i benet. I tillegg innebærer det lange håndtaket ikke bøyninger og endeknotter. På grunn av tilstrekkelig lengde holder håndtaket så godt i hendene og glir ikke ut. Men for tømrer- og snekkermodeller brukes tvert imot bare korte buede håndtak. De forenkler arbeidet betydelig, og lar ikke verktøyet gli ut av hendene dine.

I tillegg til løvtre som eple, pære, bjørk og alm, er osp et godt materiale for skaftet. Osphåndtak letter vekten av produktet betydelig, det viktigste er å velge riktig tre og tørke det godt. Det anbefales sterkt ikke å bruke eik med mahogni til håndtak: sørlige arter oppfører seg ustabilt i et hardt klima og sprekker ofte i kulde.

- Øye er et spesielt hull som håndtaket settes inn i. Festingen av øksen til øksen kan utføres ved hjelp av fem kiler eller ved omvendt skyvemetode. I det første tilfellet er kilene belagt med epoksyharpiks, drevet inn i øyet nær øksen og i tillegg helles med harpiks ovenfra. Denne metoden er den enkleste, men over tid er det en risiko for å miste øksen når du svinger.

Den andre metoden er mer pålitelig, og under ingen omstendigheter vil øksen fly av håndtaket. For å gjøre dette fjernes litt metall fra maljen, noe som gir den formen av en kjegle. Deretter tar de et bjørkeemne, som har en fortykkelse i enden, og legger en øks på den ved hjelp av omvendt skyvemetode slik at minst 5 cm av øksen kommer ut av øyet ovenfra. Deretter blir kiler vridd inn i maljen nedenfra og belagt med harpiks.En øks festet til skaftet på denne måten vil stå der veldig lenge, og kan fly av først når bjørka begynner å råtne fra alderdom.

- Rumpe - den butte delen av øksen motsatt av bladet, ofte brukt til å hamre inn spiker. Vanligvis blir det mer tyktflytende og tillater ikke metallspalting selv ved kjøring i dybler.

- Skjegg - et figurert bladfremspring, som ikke finnes på alle smidde modeller. I utgangspunktet er den utstyrt med jaktmodeller (taiga) som brukes til slakting av dyrekadaver, og noen ganger turistøkser.

Visninger
Totalt er det fem varianter av smidde økser, som hver har sin egen struktur og spesialisering.
- Snekkermodeller tilhører den letteste kategorien økser og veier mellom 600 og 900 gram. Produktene er vanligvis utstyrt med en rett skjærekant og slipes i en vinkel på 20 grader. Verktøyet er beregnet for bruk i en sommerhytte eller på et verksted, og er den billigste typen.

- Snekkerøkser er mer massive enn snekring og veier 1-1,5 kg. Et særtrekk ved slike modeller er en avrundet skjærekant, som er nødvendig for å jobbe med en tømmerstokk. Forresten, gamle hytter, bygget uten en eneste spiker, ble kuttet med nettopp slike modeller. Bladene til snekkerøkser er slipt i en vinkel på 30 grader, noe som forhindrer at de setter seg fast i treverket og gjør det enkelt å komme seg ut selv fra dype og trange sprekker.

- Taiga eller jaktøks kommer ganske sjelden i salg, den lages hovedsakelig på smedverksteder på individuell bestilling. Vekten på en jaktmodell er vanligvis 600-800 g, noe som gjør det enkelt å bære den gjennom skogen og utføre mange operasjoner med den. Taigaen skiller seg fra andre typer verktøy, for eksempel fra en snekkerøks, med et avrundet, ikke veldig langt blad. Takket være det smale bladet er øksen i stand til å trenge dypt inn i skogen til stor dybde og raskt hogge trær.

Så, med samme innsats, vil en snekkerøks med sitt rette og flate blad gå inn i treet med 4 cm, mens inngangsdybden for en jaktmodell vil være 8 centimeter. Dette gjør det mulig, under samme forhold og fysiske kostnader, å felle et tre 2 ganger raskere. I tillegg er jaktmodellene utstyrt med fippskjegg, som beskytter håndtaket mot brudd ved kraftige slag utført på tvers av trefibrene. Taiga-modeller skiller seg også ut ved at den fremre enden av bladet er bredere enn den bakre, noe som gjør at øksen kan brukes som klyve.

- kjøttøks beregnet for kløyving av ved, er det to typer: "jern" og "slegger-kløver". Den første har en upretensiøs design, presentert i form av en kileformet øks og et rett håndtak. Den andre utmerker seg med en mer buet økse og et smalt blad. For en klyver er de viktigste egenskapene vekten på hodet og metallets seighet. Han trenger ikke en spesiell skarphet på bladet, og derfor trenger han ikke regelmessig sliping. Baken på klyven er tilpasset for å slå en slegge, og derfor brukes det ganske bløtt stål for fremstillingen. Vekten på øksen varierer fra 800 til 1200 g, noe som er nok til å dele en stokk.

- Solid smidd øks av slakteren beregnet for å kutte kadaver av forskjellige størrelser, samt for å kutte bein og frossent kjøtt. Det korte håndtaket, vanligvis ikke mer enn 50 cm, har en buet form for et komfortabelt og sikkert grep. Lengden på bladet varierer avhengig av modell og når ofte 30 cm Vekten på produktene varierer også, og for noen håndlagde verktøy kan den nå opp til 4,6 kg. Metallets hardhet ved kjøttaksene tilsvarer RK 57-58HRC-merkingen.

Hvordan skille fra rollebesetning?
Å skille ekte smidd stål fra et støpt produkt er ganske enkelt.For å gjøre dette er det nok å banke på øksen med en tynn metallgjenstand, for eksempel en lang spiker: et ekte smidd produkt vil ringe i lang tid, og lyden vil ligne ringingen av en bronseklokke. Lyden fra virkningen av neglen på det støpte produktet vil være kjedelig og kort. En annen forskjell mellom smiing og støping er tilstedeværelsen av et stempel. Nesten alle smidde modeller er merket, mens det ikke er noe stempel på støpte produkter. I tillegg viser støpte økser ofte en karakteristisk støpesøm.


Finesser av valg
Å kjøpe en smidd øks må ha en overbevisende begrunnelse. Dette skyldes det faktum at kostnadene for slike modeller er flere ganger høyere enn prisen på stemplede og støpte økser, derfor, for sjelden bruk, er det bedre å kjøpe en enkel modell. Det eneste unntaket er klyven, som alltid må smides. Når du velger en øks, må du være oppmerksom på tilstedeværelsen av et stigma og stålkvalitet, samt inspisere kanten av bladet: den skal være perfekt flat, uten grader og spon. Det beste alternativet er å bestille en øks fra en smed, men hvis dette ikke er mulig, kan du som et alternativ kjøpe en Ural-øks produsert av Izhstal - TNP-selskapet. Selskapet produserer produkter av ganske høy kvalitet, og den stabile etterspørselen etter det bekrefter dette.

For informasjon om hvordan du skiller en smidd øks fra en støpt, se neste video.
































































Kommentaren ble sendt.