Spiralviklede luftkanaler

Spiralviklede luftkanaler er av høy kvalitet. Tildel i henhold til GOST-modeller 100-125 mm og 160-200 mm, 250-315 mm og andre størrelser. Det er også nødvendig å analysere maskinene for produksjon av luftkanaler av rund spiraltype.

Beskrivelse
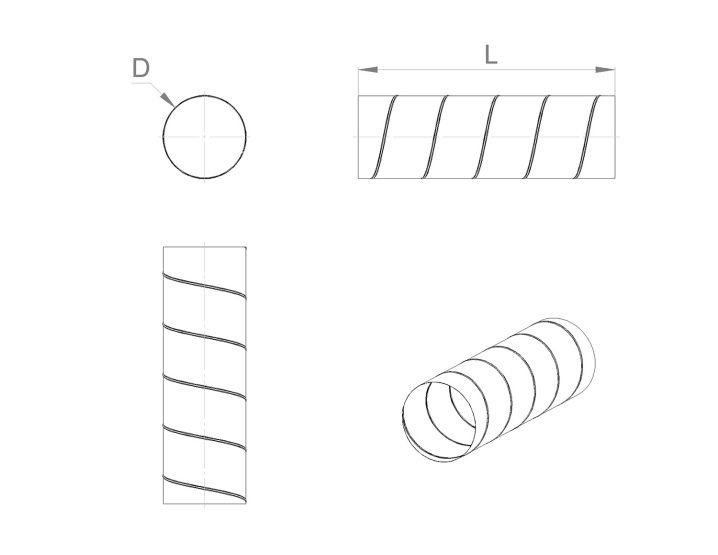
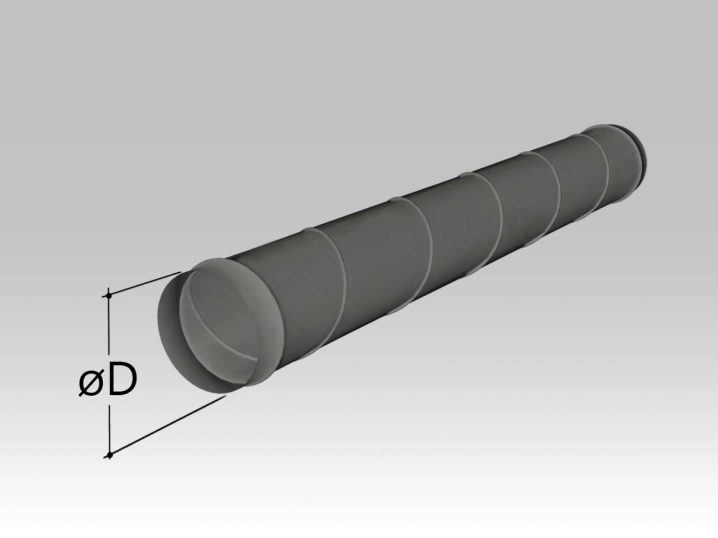
En typisk spiralviklet luftkanal er en fullverdig analog av rektangulære modeller. Sammenlignet med dem er det raskere og enklere å montere. Standardmaterialet er sinkbelagt stål. Sveisede og flate hjørner brukes som flenser. Tykkelsen på materialet er ikke mindre enn 0,05 og ikke mer enn 0,1 cm.
Spiralviklede modeller kan ha ikke-standard lengder. I noen tilfeller er dette veldig praktisk. Luften er jevnt fordelt inne i det runde røret.
Lydvolumet med denne ytelsen vil være lavere enn i rektangulære analoger. Sammenlignet med rektangulære strukturer vil forbindelsen være tettere.

Funksjoner av produksjon
Slike luftkanaler er laget av rustfritt stål, eller rettere sagt, av galvanisert stripemetall. Produksjonsteknikken har blitt utarbeidet veldig bra. Det gir styrke og stivhet til det resulterende produktet. Stripene er festet med en spesiell lås. En slik lås er plassert strengt langs hele lengden av kanalen, noe som garanterer en pålitelig og stiv ytelse.

Rette seksjoner med typisk lengde er 3 m. Imidlertid produseres kanalsegmenter opptil 12 m lange etter behov. Maskiner for produksjon av runde kanaler fungerer vellykket med jernholdig, galvanisert og rustfritt stål. Lengden på emnene er fra 50 til 600 cm. Deres diameter kan variere fra 10 til 160 cm; i noen modeller kan diameteren være opptil 120 eller 150 cm.

Spiralviklede maskiner med spesiell kraft brukes til produksjon av luftkanaler for industrianlegg... Diameteren på rørene i dette tilfellet kan nå 300 cm. Veggtykkelsen i spesielle situasjoner er opptil 0,2 cm. Numerisk kontroll garanterer fullstendig automatisering av prosessen.
De ansatte vil bare bli pålagt å angi nøkkelinnstillinger, og deretter vil programvareskallet tegne opp algoritmen og utarbeide den med høy nøyaktighet.

Grensesnittet til et moderne maskinverktøy er ganske enkelt. Det krever ikke en grundig studie av funksjonene til teknikken. Kutting og vikling er veldig effektivt. Automatisk regnskapsføring av platekostnader er garantert. Teknikken er omtrent som følger:
- på frontkonsollene er spoler med metall plassert, med en gitt bredde;
- grepene til maskinen fikser kantene på materialet;
- så begynner de samme griperne å vikle av rullen;
- stålbåndet rettes ut ved hjelp av sylindriske enheter;
- det rettede metallet mates til det roterende apparatet, som sørger for arrangementet av låsekanten;
- båndet er bøyd;
- arbeidsstykket er brettet, får selve låsen;
- de resulterende rørene dumpes i et mottaksbrett, sendes til verkstedlageret, og derfra til hovedlageret eller direkte for salg.

Dimensjoner (rediger)
Hoveddimensjonene til runde luftkanaler, hvis stål tilsvarer GOST 14918 fra 1980, er oftest satt på grunnlag av praktiske nyanser. Vanlig diameter kan være:
- 100 mm;
- 125 mm;
- 140 mm.
Det finnes også produkter med et tverrsnitt på 150 mm eller 160 mm. Om ønskelig kan du bestille større - 180 og 200 mm, samt 250 mm, 280, 315 mm. Men selv dette er ikke grensen - det er også modeller med en diameter:
- 355;
- 400;
- 450;
- 500;
- 560;
- 630;
- 710;
- 800 mm;
- den største kjente størrelsen er 1120 mm.
Tykkelsen kan være lik:
- 0,45;
- 0,5;
- 0,55;
- 0,7;
- 0,9;
- 1 mm.

Installasjonstips
Spiralviklede luftkanaler er hovedsakelig nødvendig for å arrangere ventilasjons- og klimaanlegg. Pass på å ta hensyn til funksjonene knyttet til beregningen av de nødvendige parameterne. Slike rørledninger kan ikke brukes til pneumatisk post og i aspirasjonskomplekser. Nippelforbindelser tas vanligvis som grunnlag. Det er mye mer kompakt enn ved bruk av flens- eller bandasjesystemer.
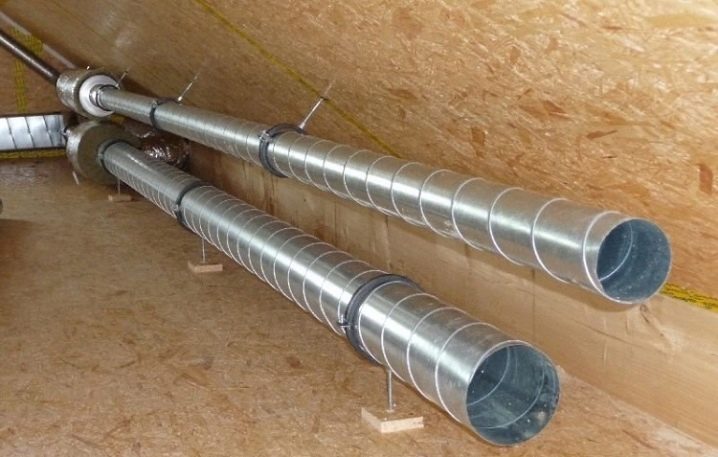
Pakningsskjemaet velges individuelt. I henhold til den bestemmes det nødvendige antall elementer og forbruket av koblingsdeler. Etter å ha satt festene, sikrer de fikseringen av rørene under videre arbeid. Selve luftkanalene skal monteres så tett som mulig. Når installasjonen og monteringen er fullført, testes systemet.
Rette seksjoner samles kun ved brystvortemetoden... Hver nippel er dekket med et lag silikonbasert fugemasse, og beslagene festes ved hjelp av spesialiserte koblinger. Røret må ikke synke mer enn 4 % i hele lengden.
Ikke gjør svinger med en radius som overstiger 55 % av kanalseksjonen. Slike løsninger maksimerer aerodynamisk ytelse.


Formede elementer installeres ikke bare ved hjelp av koblinger, men også ved bruk av klemmer... Hver klemme skal være utstyrt med en elastisk pakning. Trinnet mellom opphengsfestene bør holdes så strengt som mulig.
Det er også andre finesser:
- bandasjeforbindelsen utføres raskt, men tillater ikke å oppnå fullverdig tetthet;
- den mest profesjonelle forbindelsen med en kombinasjon av stud og profil;
- luftkanaler isolert med varmeisolerende eller lydisolerende materialer må festes på en hårnål og en travers;
- alle festepunkter er utstyrt med gummipakninger for å redusere støy og vibrasjoner.















Kommentaren ble sendt.