Egenskaper, varianter og bruksområder for blindnagler

Blindnagler er et ganske vanlig festemateriale og er mye brukt i mange områder av menneskelig aktivitet. Detaljer har erstattet utdaterte naglemetoder og har blitt en del av hverdagen.
Avtale
Blindnagler brukes til å koble sammen platemateriale og krever tilgang til arbeidsflaten fra bare én side. Dette er en av hovedforskjellene deres fra tradisjonelle "hammer"-modeller. Montering av nagler utføres i et boret hull ved hjelp av et spesialverktøy, som kan være enten manuelt eller pneumoelektrisk. Forbindelser laget med blindnagler er veldig sterke og holdbare. I tillegg er delene enkle å installere og er svært motstandsdyktige mot aggressive kjemikalier, høye temperaturer og fuktighet.


På grunn av deres allsidighet og pålitelighet er bruksomfanget av blindnagler ganske omfattende. Deler brukes aktivt innen skipsbygging, fly- og maskinteknikk, tekstilindustri og konstruksjon. Ved arbeid på farlige gjenstander fungerer nagler som et alternativ til sveiseskjøter. I tillegg er nagler mye brukt i reparasjon av deler og mekanismer på vanskelig tilgjengelige steder og ved brannfarlige anlegg. I tillegg til å skjøte elementer laget av jernholdige og ikke-jernholdige metaller, er blindnagler i stand til å skjøte sammen plast og tekstiler i alle kombinasjoner. Dette gjør at de kan brukes mye i elektrisk arbeid og aktivt brukes i produksjon av klær, tekstilforbruksvarer og tanker.



Fordeler og ulemper
Høy forbrukeretterspørsel etter blindnagler skyldes en rekke ubestridelige fordeler med denne maskinvaren.
- Den enkle installasjonen skyldes behovet for å få tilgang til tilkoblingen kun fra forsiden. Dette skiller disse maskinvarene gunstig fra gjengede muttere, for installasjonen som det kreves tilgang fra begge sider. I tillegg har gjengede fester en tendens til å løsne og løsne over tid.
- Den lave kostnaden for blindnagler gjør det mulig å danne en pålitelig og holdbar feste uten å spare på materialet.


- Et bredt spekter av standardstørrelser letter valget av festemidler i stor grad.
- Evnen til å kombinere materialer med forskjellig struktur og egenskaper utvider omfanget av maskinvare betydelig.
- Høy styrke og holdbarhet på forbindelsen. I henhold til reglene for installasjon og forsiktig drift, er levetiden til naglene lik, og noen ganger til og med overskrider levetiden til de festede delene.
Ulempene inkluderer behovet for forboring, ikke-separerbar forbindelse og påføring av betydelig innsats ved nagler for hånd. I tillegg er modellene engangs og kan ikke gjenbrukes.
Produksjonsmaterialer
Et bredt utvalg av materialer brukes som råmateriale for blindnagler. Dette tillater bruk av maskinvare i nesten alle typer reparasjons- og byggearbeid. For fremstilling av nagler brukes en rekke materialer, som hver har sine egne styrker og svakheter og bestemmer installasjonsstedet for fremtidige produkter.


Aluminium
Dens anodiserte eller lakkerte modifikasjoner brukes ofte. Aluminiumsnagler er lette og lave kostnader, men når det gjelder styrke, er de noe dårligere enn stålmodeller. Produktene brukes til liming av lettmetaller, plast og er mye brukt i elektroteknikk.
Rustfritt stål
Brukes også i flere modifikasjoner. Så klasse A-2 regnes som en av de mest motstandsdyktige mot rust og brukes til montering av deler når du utfører utendørsarbeid. Mens A-4 er uovertruffen i syrebestandighet og er mye brukt i kjemisk industri.




Cink stål
Har høye anti-korrosjonsegenskaper og gir en pålitelig tilkobling. Men hvis et av de tilkoblede elementene er mobilt, slites de galvaniserte delene raskt ut.
Kobberlegeringer
De er mye brukt i produksjon av nagler. Den mest populære er Monel, en legering som består av 30 % kobber og 70 % nikkel. Noen ganger brukes bronse som stang i kobbermodeller. Ulempen med kobberelementer er deres høye kostnader og risikoen for et grønt belegg under oksidasjon.




Polyamid
De brukes til å lage nagler som brukes i lett industri og til å sy klær. Materialet er ikke spesielt slitesterkt, men det kan males i alle farger og ser bra ut på produkter.
Optimalt sett bør alle nagleelementer være laget av samme materiale. Ellers øker risikoen for galvaniske prosesser, hvor det mer aktive metallet ødelegger det svakere. Prinsippet om kompatibilitet må også følges ved valg av maskinvare for visse materialer. For eksempel er en binding av kobber og aluminium ekstremt uønsket, mens kobber oppfører seg ganske vennlig med andre metaller.



Visninger
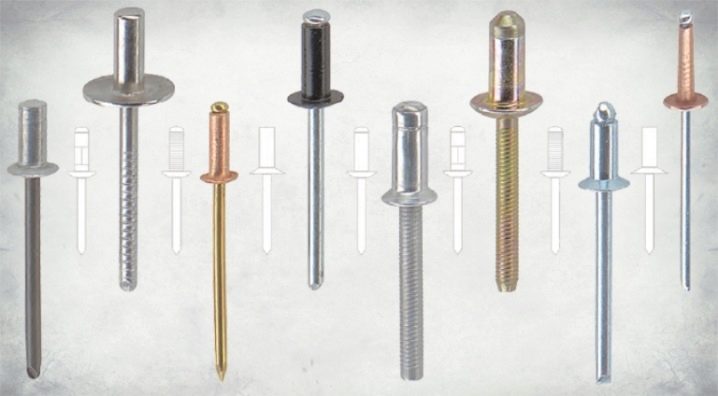
Maskinvaretypen velges i samsvar med kravene til tilkoblingen. På grunn av det faktum at det moderne markedet for festemidler presenterer et bredt spekter av blindnagler, vil det ikke være vanskelig å velge riktig element. Avhengig av ytelsesegenskapene er maskinvaren delt inn i flere typer.
- Kombinerte modeller regnes som den vanligste arten. Maskinvare er i stand til å gi en permanent tilkobling av spesielt harde deler som er utsatt for mekaniske, vekt- og vibrasjonsbelastninger.



- Forseglede modeller har en ganske snever spesialisering og er mye brukt i verftsindustrien. Et trekk ved utformingen av blindmodeller er den forseglede enden av stangen. Produktene kan være laget av rustfritt stål, kobber og aluminium.
- Multiklemmemodeller har flere nagleseksjoner og er installert i bevegelige konstruksjoner hvis det er nødvendig å koble sammen tre eller flere elementer. En slik seksjon er plassert mellom to tilstøtende elementer, og installasjonen utføres ved hjelp av en pneumatisk pistol.



I tillegg til tradisjonelle modeller er det forsterkede naglealternativer, i fremstillingen av hvilke et mer holdbart materiale med fortykkede vegger brukes.
Typiske dimensjoner
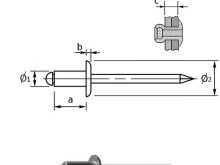
I henhold til GOST 10299 80 er formen, dimensjonene og diametrene til hodene og skaftene til blindnagler strengt regulert. Dette lar deg systematisere bruken av maskinvare, samt forenkle beregningen av parametrene til deler og nøyaktig bestemme antallet. Påliteligheten og holdbarheten til forbindelsen avhenger av hvor korrekte beregningene er. En av hovedparametrene til nagler er lengden, som kan beregnes ved hjelp av følgende formel: L = S + 1,2d, der S er summen av tykkelsen på elementene som skal sammenføyes, d er naglediameteren, og L er den nødvendige lengden på maskinvaren.



Naglediameteren er valgt 0,1-0,2 mm mindre enn det borede hullet. Dette gjør at delen kan plasseres fritt i hullet, og, etter å ha justert sin posisjon, nagles. Typiske blindnaglediametre er 6, 6,4, 5, 4,8, 4, 3,2, 3 og 2,4 mm.Lengden på naglene varierer fra 6 til 45 mm, noe som er nok for sammenføyning av materialer med en total tykkelse på 1,3 til 17,3 mm.
Design og operasjonsprinsipp
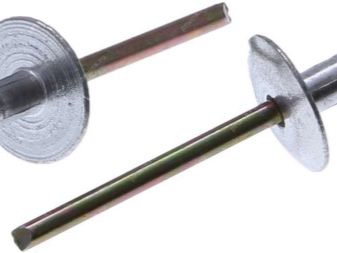
Blindnagler er produsert i strengt samsvar med DIN7337-standarden og er regulert av GOST R ICO 15973. Strukturelt sett er delene sammensatt av to elementer: en kropp og en stang. Kroppen består av et hode, en hylse, en sylinder og regnes som hovedelementet i naglen, som utfører festefunksjonen. For noen maskinvare er den sylindriske basen tett forseglet. Kroppens hode kan utstyres med høy, bred eller hemmelig side.


De to første gir den mest pålitelige forbindelsen, men de vil være godt synlige fra forsiden. Hemmeligheten kjennetegnes ikke av så høye pålitelighetsgrader som høy og bred, men den er også mye brukt i konstruksjon og reparasjon. Dette skyldes det faktum at høyden på hodet på den forsenkede siden ikke overstiger 1 mm, noe som gjør maskinvaren nesten usynlig på overflatene som skal festes. Stangen (kjernen) er en like viktig del av naglen og ser ut som en spiker. På den øvre delen av elementet er det et hode og en holder med en separasjonssone plassert mellom dem, langs hvilken stangen bryter av under installasjonen.


Blindnagler finnes i forskjellige størrelser. Den numeriske verdien av maskinvaremerkingen betyr diameteren på sylinderen og dens lengde. Derfor er dens dimensjoner avgjørende når du velger festemidler. Begge verdiene er indikert gjennom tegnet "x", og foran dem er det skrevet av hvilken legering sylinderen er laget. Så, merking av AlMg 2.5 4x8 vil bety at maskinvaren er laget av magnesium-aluminiumslegering, den ytre diameteren på sylinderen er 4 mm, og lengden er 8 mm. Nagleskaftet er laget av stål og brukes til å nagle forbindelsen, under monteringen trekkes den ut og brytes av med en pneumatisk nagle eller tang.


Blindnaglen fungerer ganske enkelt: maskinvare settes inn i det gjennomgående hullet, forhåndsboret i begge arkene. Etter det hviler svampene til den pneumatiske pistolen mot siden av naglen, klemmer stangen og begynner å trekke den gjennom kroppen. I dette tilfellet deformerer stanghodet kroppen og strammer materialene som skal sammenføyes. I det øyeblikket den maksimale strammeverdien nås, brytes stangen av og fjernes. Produktet kan brukes umiddelbart etter installasjon.
Montering
Installasjon av blindnagler er så enkelt at det ikke er vanskelig selv for nybegynnere.

En forutsetning for installasjon er bare tilgjengeligheten av et nagleverktøy og overholdelse av arbeidssekvensen.
- Det første trinnet vil være å merke forsiden av toppen av delene som skal sammenføyes. Avstanden mellom to tilstøtende nagler bør ikke være mindre enn fem diametre på hodet.
- Hullene må bores med et lite tilskudd.
- Avgrading utføres på begge sider av hver del. Hvis tilgangen til den lukkede siden er begrenset, er avgrading på den lukkede siden ubetydelig.


- Monteringen av blindnaglen må gjøres på en slik måte at skaftet er på forsiden.
- Gripet av stangen med naglen og arbeidet med pneumatisk pistol må gjøres jevnt og med tilstrekkelig kraft samtidig.
- Den resterende delen av stangen, om nødvendig, kuttes av eller kuttes av med nipper. Ved unøyaktig utført brudd på stangen er det tillatt å file hodet med en fil.
Nyttige tips
I tillegg til den generelle algoritmen for å utføre arbeid, har hvert enkelt materiale sine egne små finesser av installasjon. Så når du kobler til materialer med forskjellig tykkelse, bør naglen installeres fra den tynne siden. Dette vil tillate det omvendte hodet å danne en tykkere utflatning og forbedre påliteligheten til forbindelsen. I fravær av muligheten for et slikt arrangement på siden av et tynt materiale, kan du sette en skive med ønsket diameter.En slik pakning vil ikke tillate et tynt lag å bli presset gjennom og vil ikke tillate overflaten å deformeres.


Ved sammenføyning av harde og myke materialer anbefales det å bruke beslag med høy sidem, mens det omvendte hodet er bedre plassert på siden av det faste materialet. Hvis dette ikke er mulig, kan du fra siden av det myke laget sette en skive eller bruke en kronbladnagle. Det er bedre å koble skjøre og tynne deler med blindnagler av plast eller bruke avstandsstykker og kronbladalternativer. For å få en jevn overflate på begge sider, anbefales det å bruke nagler utstyrt med forsenkede hoder på begge sider.


For å danne en forseglet vanntett forbindelse, er det nødvendig å bruke lukket "blind" maskinvare som effektivt kan forhindre inntrengning av støv og forhindre inntrenging av vann og damper. Når du installerer en nagle på et vanskelig tilgjengelig sted, sammen med en naglepistol, er det nødvendig å bruke tilleggsutstyr i form av forlengelsesdyser for å komme til stangen.

I tillegg, når du installerer maskinvare, bør det tas i betraktning at avstanden fra elementets akse til kanten av delene som skal sammenføyes, må være større enn eller lik to diametre på hodet. Tilkoblingen av løse materialer må ledsages av installasjon av en ekstra hylse, som naglen skal installeres i. Ved sammenføyning av rør med flate overflater anbefales det ikke å føre maskinvare gjennom røret. Forbindelsen blir sterkere hvis bare én side av røret er involvert i dokkingen.


Dermed er blindnagler et universelt festeelement. De lar deg danne en sterk og pålitelig forbindelse i vanskelig tilgjengelige områder. Dessuten binder delene enkelt overflater med begrenset tilgang fra baksiden.
En detaljert historie om bruken av blindnagler er i videoen nedenfor.













Kommentaren ble sendt.